Diyagramlarda elektrikli ekipmanın çalışmasının siklogramları
 Blokların ve metal kesme makinelerinin bireysel cihazlarının ve kurulumlarının çalışma prensibi hakkında daha eksiksiz bilgi için, şematik devre şeması genellikle siklogramlarla desteklenir.
Blokların ve metal kesme makinelerinin bireysel cihazlarının ve kurulumlarının çalışma prensibi hakkında daha eksiksiz bilgi için, şematik devre şeması genellikle siklogramlarla desteklenir.
Siklogram - döngüsel diyagram, döngüsel bir sürecin grafik gösterimi.
Elektrikli ekipmanın çalışmasının siklogramları (taktogramlar), elektrik motorlarının ve kontrol ekipmanının dahil edilme sırasını ve süresini açıklamayı ve belirlemeyi amaçlamaktadır. Elektrik motorlarının ve kontrol ekipmanlarının mekanizma döngülerine dahil edilme sırasını ve süresini netleştirmek ve belirlemek için gereklidirler.
Otomatik görev döngülerine ve çok sayıda kontrol cihazına sahip mekanizmalar için siklogramlara sahip olmak önemlidir. Kural olarak, siklogramlar hareket anahtarlarını, basınç anahtarlarını, elektromıknatısları ve diğer komut ve yürütme cihazlarını veya elektrik motorlarını gösterir.
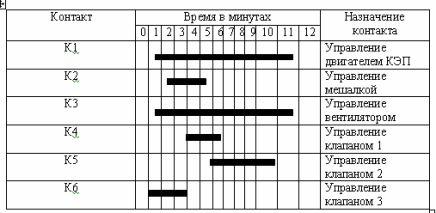
Pirinç. 1. Bir siklogram örneği
Siklogram çizmenin iki ana yolu vardır - tablo ve grafik.Tablo yöntemi genellikle hidrolik veya pnömatik-elektrik kontrol elemanlarının çalışmasını açıklamak için kullanılır.
Tablo yöntemine göre siklogramları derlerken, aşağıdaki kurallara uymak gerekir:
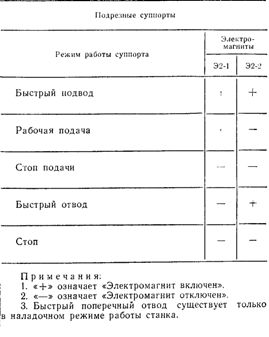
a) «+» işareti, cihazın zorunlu durumu anlamına gelir.
Bu durum, bastırılmış bir limit anahtarı pimine, bir solenoid makara pistonuna veya enerji verilmiş bir solenoid'e karşılık gelir.
Kendi kendini kurtarma cihazları, yalnızca bunlara giriş gücü (sinyaller) uygulandığında zorunlu durumda olacaktır;
b) bağlantısı kesilmiş elektromıknatıslara, enerjisi kesilmiş hareket anahtarlarına, hidrolik veya pnömatik yayların pistonlarına karşılık gelen aparatın serbest durumunu belirtmek için «-» işareti kullanılır;
c) kontrol elemanlarının ikiden fazla sabit duruma sahip olduğu durumlarda, siklograma harf sembolleri eklenir: H — makaranın alt konumu, B — üst; L - sol; P - sağ; C — ortalama, vb.
İncirde. Şekil 2, torna tezgahının kızakları (kopyalama ve işaretleme) için siklogramın nasıl tablolaştırıldığını gösterir.
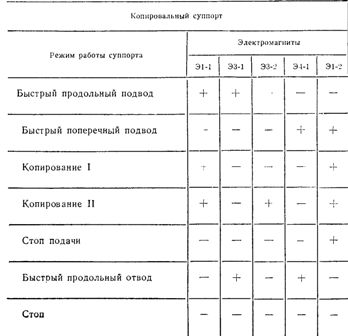
Pirinç. 2. Hidrolik elektrikli sürücülerin çalışma siklogramı
Siklogram çizmenin tablo yönteminden farklı olarak, grafik yöntem yalnızca hidro ve pnömoelektrik ve komuta ekipmanının durumunu değil, aynı zamanda mekanizmaya dahil olan her türlü mekanizmanın, tasarlanması gereken elektrikli ekipmanın durumunu ve çalışmasını belirlemeye izin verir. Bu tür siklogramlar görsel, çizilmesi kolay ve okunması anlaşılır olmalı ve ayrıca üretim mekanizmasının tüm bileşenlerinin işleyişini tam olarak karakterize etmelidir.
Tasarımda, en sık “yolda” siklogramları, zaman siklogramları ve mekanizmaların çalışma sırasının dizi diyagramları kullanılır.
Siklogram tipinin seçimi, tasarlanan nesnenin döngüsünün karmaşıklığına göre belirlenir.
"Yolda" siklogramları en basit olanıdır, yalnızca mekanizmaların çeşitli eylem döngülerinin teknolojik geçişlerini ve komuta ve yürütme cihazları için atamalar için gerekli yerlerin yerleşimini dikkate alırlar. Bu siklogram, makine performansının doğru bir temsilini sağlar.
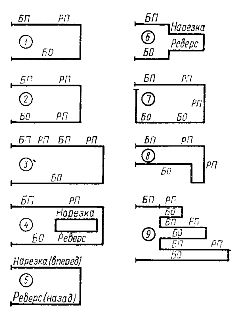
Pirinç. 3. "Yolda" takım tezgahı dizisinin en basit diyagramı: BP - hızlı yaklaşma: RP - çalışma beslemesi, BO - hızlı hasat, 1 - 9 - sürünün teknolojik geçişleri.
Yükleme cihazının ve kalemin "yol boyunca" çalışma siklogramı, paralel süreçlerin ilerlemesini ve ilgili anahtarları gerçekleştiren mekanizmaların ve yürütme cihazlarının çalışmasının başlamasını sağlayan komut cihazlarının durumunu değerlendirmeye izin verir. yükleme cihazı.
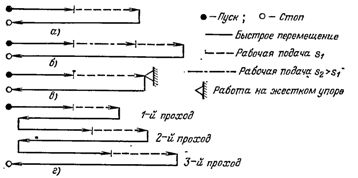
Pirinç. 4. Modüler metal kesme makinelerinin güç kafalarının hareket döngülerinin şemaları.
Siklogramların açıklamaları:
Kesici takımlı besleme kafası önce iş parçasına hızla yaklaşır, ardından hareket hızı düşer ve çalışan bir ilerleme elde edilir. İşlemi bitirdikten sonra, kafa hızla orijinal konumuna geri döner (a). Cıvata delikleri bir kombinasyon aletiyle işlenirken, önce bunlar normal çalışma ilerlemesi s2 ile delinir (veya diş açılır), ardından havşa açmanın gerçekleştirildiği daha düşük bir ilerlemeye otomatik geçiş gerçekleştirilir.Bu durum için kafa hareketlerinin döngü diyagramı, Şek. 4, b.
Çalışma vuruşunun sonunda delinmiş deliklerin yakınındaki uç yüzeylere karşı koymak için, alet besleme olmadan döndürülür - sert bir duruş üzerinde çalışın (Şekil 4, c). Besleme kafası, sabit bir braket üzerine monte edilmiş özel bir vidaya dayanarak durur. Hidrolik sistemdeki yağ basıncı yükselir ve basınç şalteri ayarı ile belirlenen bir süre gecikmesinden sonra kafa orijinal konumuna döner.
Derin delikler açarken, talaşları çıkarmak ve soğutmak için matkap ucunu iş parçasından periyodik olarak çekin. Bu duruma karşılık gelen güç kafası hareket döngüsü, Şekil 1'de gösterilmektedir. 4, d Delme işleminin sonunda, aletlerle birlikte kafa orijinal konumuna geri getirilir.
Çok sayıda elektrikli cihazın veya makinenin dahil olduğu karmaşık döngüler, saniyeler (veya dakikalar) cinsinden teknolojik geçişleri ve üretim mekanizmasının bireysel birimlerinin çalışmasını gösteren zaman siklogramları şeklinde tasvir edilir.
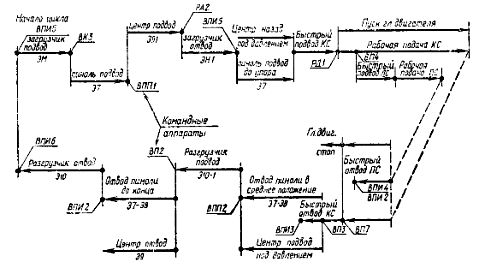
Pirinç. 5. Makinenin kalemindeki yükleme cihazının "yolda" iş siklogramı