Üretim hattı tasarımında yer alan elektrik şemaları
Kök ve yumrulu bitkilerin işlenmesi için bir üretim hattının düzenlenmesi
Kök mahsul stoğu, yükleme hunisinde 1 depolanır. Haznenin alt kısmındaki yemi işlerken, valfi açın ve kökler, onları ayırma taşına 3 besleyen eğimli konveyöre 2 yerçekimi ile beslenir. kökleri 4 yıkamak için kesiciye giderler. Ezilmiş kökler daha sonra başka bir odaya taşınmak üzere yem fabrikasının buhar banyolarına 5 veya hava yolunun arabasına 6 beslenir.
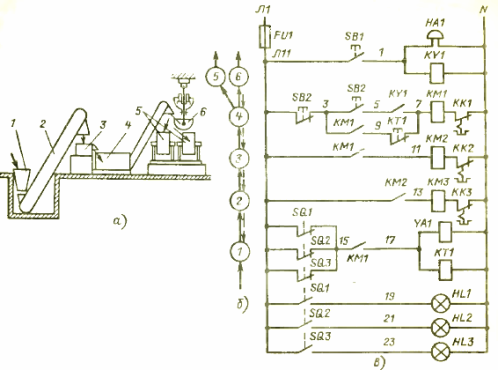
Pirinç. 1. Kök ve yumru bitkileri işlemek için üretim hattı
Bu hat tipik bir konveyör sistemidir. Böyle bir sistemde, düzgün çalışmasını sağlamak için mekanizmaların bloke edilmesi sağlanır, yani. belirli bir başlatma ve durdurma sırasının ayarlanması ve kural olarak blokaj, işlem akışının yönünün tersi yönde yapılır.
Böyle bir hattı kontrol etmek için bir elektrik kontrol devresi (elektrik devresi) kullanılır (Şekil 1, c).İlgili mekanizmaların başlatıcılarını gösterir. Diyagramın teknolojik süreçle yazışmasını sağlamak için, diyagramın solunda bir teknoloji diyagramı ve bloklar gösterilmektedir (Şekil 1, b).
Elektrik devresinin çalışma prensibi
Haznede bir damper kapatma solenoid YA1 vardır. Sırasıyla 2-4 mekanizmalarını kontrol etmek için, SB2 kontrol düğmesi için yolvericiler KMZ-KM1 sağlanmıştır. SB1 düğmesi, bir çalıştırma sinyali vermek için tasarlanmıştır, HL1 -HL3 uyarı lambaları - mekanizma 5 ve 6'nın çalışma durumlarını belirtmek için.
Hattı işletmeye almak için, bir ön çalıştırma sinyali vermek üzere SB1 düğmesine basın, HA1'in zili çalar, KY1 rölesi etkinleştirilir ve ilk marş motoru KM1'in devresindeki kontağını çalıştırma için kapatır. Ardından, SB1 düğmesini bırakmadan, SB2 düğmesine basarak KM1 marş motorunu açın, ardından KM2 ve KMZ marş motorları birbirlerinin kontaklarından çalıştırılır, YA1 solenoid etkinleştirilerek damper açılır. Tüm makineler işe dahil olup, kök ve yumrulu ürünler işlenmektedir.
Hattın çalışması, buhar banyoları 5 veya tramvay gövdesi 6 dolana kadar devam eder.Bu, sırasıyla limit anahtarları SQ1 — SQ3 tarafından bildirilecektir. Sinyalleri, elektromıknatıs YA1'in ve KT1 zaman rölesinin besleme devresini açar. Elektromıknatıs hazne valfini 1 serbest bırakır ve geri dönüş yayının etkisi altında kök mahsullerin konveyöre 2 ve ötesine akışını engeller.
Devrede kurulu zaman rölesi KT1, hattı değiştirmek için tasarlanmıştır, yani.besleme hunisi 1 kapatıldıktan sonra makineler bir süre daha çalışmaya devam eder, bu da makinelerin kök bitki kalıntılarından tamamen temizlenmesi için gereklidir. Bu süreden sonra röle, kontağı ile tüm mekanizmaları kapatır. Manuel frenleme için devrede SB2 butonunu açacak bir kontağı vardır.
Bir üretim hattının tek hatlı güç kaynağı şeması
Tüm kontrol ekipmanını kontrol panelinde yoğunlaştırmak en uygunudur. Bu durumda, makinelerin güç kaynağı şeması Şek. 2.
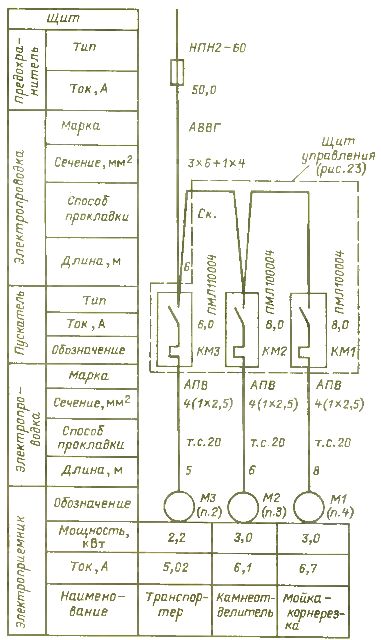
Pirinç. 2. Üretim hattının tek hatlı güç kaynağı şeması
Sigorta, besleme deposu güç paneline takılıdır. PML serisinin koruyucu kapakları olmayan yol vericiler panoya monte edilir ve 5,5 - 8 A ayar aralığı ile 8 A akım için elektrik koruma termik rölesi RTL -1012 ile donatılmıştır. motor akımı.
KM1 marş motoru ile birlikte verilir iletişim eki PKL-2204, çünkü devrenin çalışması için üç yardımcı kontağı gerekir ve sadece bir kapama yardımcı kontağı vardır.
Elektrikli sürücülerin güç kaynağı şeması, kural olarak, tek satırlı bir görüntüde verilmiştir. Güç anahtarlama cihazlarını, elektrik kablolarını ve bunların döşenme yollarını gösterir.
Kontrol panosu şemaları ve panodaki elektrikli teçhizatın devre şeması
Ardından, kontrol ekipmanının bulunduğu kontrol panelinin bir çizimi yapılır (Şek. 3). Aşağıdaki ekipman kurulum için kabul edilir: sinyal lambaları HL1-HL3 (AC-220), düğmeler SB1 (PKE122-1UZ), SB2 (PKE622-2UZ), röle KY1 (RPU-2M, 2z), KT1 (VL-18-) 1 ), sigorta FU1 (PRS-6-P), akım girişi 6 A, terminal bloğu XT (BZ-10).
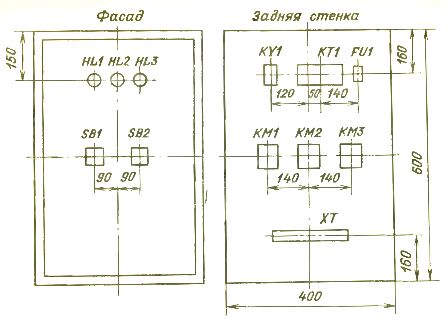
Pirinç. 3. Elektrikli ekipmanın düzeniyle birlikte kontrol panelinin genel görünümü
Daha sonra, kurulu elektrikli ekipmanın elektrik şemalarının ölçek, seri numaraları (payda) ve konum tanımları gözetilmeden çizildiği baskılı devre kartının bağlantılarının bir çizimi (elektrik şeması - Şek. 4) gösterilmektedir. Diyagram prensibine göre (payda olarak) her görüntünün üzerine yerleştirilir.
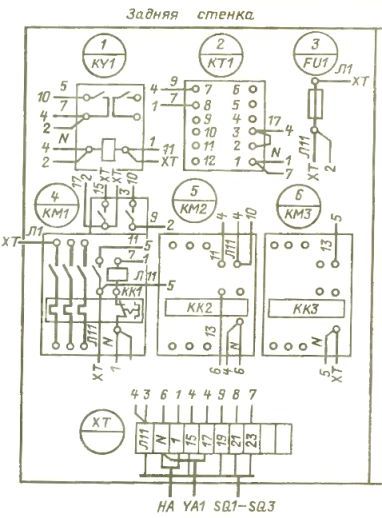
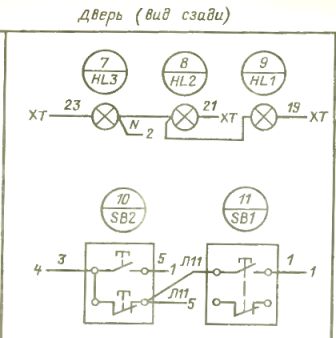
Pirinç. 4. Kontrol panelindeki elektrikli ekipmanın bağlantı şeması
Kurulum, örneğin, şematik diyagrama göre tel markasının yazıldığı, ekipmanın karşılık gelen terminallerinde tel segmentlerinin gösterildiği zıt adresler yöntemiyle, yollardan biriyle gerçekleştirilir; ve bu telin yönlendirildiği uçta cihaz numarası belirtildiğinde. Karşı cihazda aynı tel bir önceki cihazın numarası ile işaretlenmiştir.
Santral ve elektrikli ekipman bağlantı şeması
Ardından, bağlantı panosunun ve elektrikli ekipmanın bir şeması çizilir (Şek. 5). 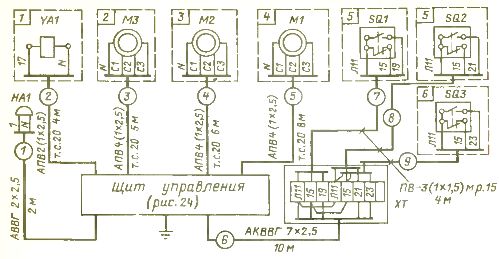
Pirinç. 5. Kontrol paneli ve elektrikli ekipmanın harici bağlantı şeması
Böyle bir diyagramda, önceki örnekte olduğu gibi, gerekli proses makineleri, elektrik donanımı ve ilgili kablo tesisatı ile şematik diyagrama göre gösterilmektedir. Şek. 2.
Üretim hattındaki elektrikli ekipmanların yerleşimi
Projenin son çizimi, elektrikli ekipmanın yerleşim planıdır (Şekil 6).Tesis planı ve basitleştirilmiş teknolojik ekipman ona uygulanır, tasarlanan elektrikli ekipman yerleştirilir ve önceki proje çizimlerine göre referans işaretlerinin yerleştirildiği sembollerde kablolama yolları gösterilir ve koşullu sayıları belirtilir. bağlantı şemasına ve tek hat şemasına göre.
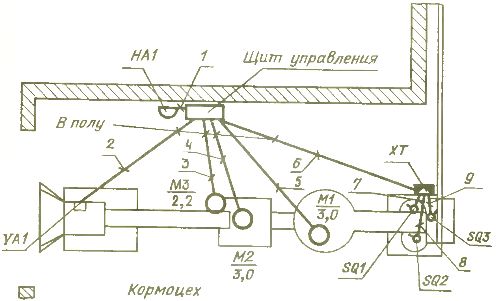
Pirinç. 6. Elektrikli ekipmanın yeri
Bu ve önceki çizimler, projenin sahada pratik olarak uygulanması için vazgeçilmezdir.