Kısmi, karmaşık ve tam otomasyon nedir?
Teknolojik ilerleme, üretim otomasyonunun sürekli genişlemesi ile karakterize edilir - kısmi otomasyondan, yani bireysel üretimlerin, operasyonların otomatik olarak yürütülmesinden karmaşık otomasyona, karmaşıktan tam otomasyona, atölyelere ve otomatik fabrikalara sürekli artan bir geçişle, en yüksek teknik ve ekonomik verimlilik. …

kısmi otomasyon
Üretim otomasyonu için bir ön koşul, teknolojik sürecin tüm temel ve yardımcı işlemlerinin mekanizasyonudur. Kısmi otomasyon, herhangi bir üretimin ayırt edici bir özelliğidir.
İnsan işlevlerinin alet hareket eden makineye aktarılması, insanın fiziksel yeteneklerinin üretimin gelişimine dayattığı sınırlamaları ortadan kaldırdı ve 18. yüzyılın sonları ve 19. yüzyılın başlarındaki sanayi devrimi olarak bilinen üretim düzeyinde ve ölçeğinde keskin bir sıçramaya neden oldu.
İlk otomatik makinelerin yaratılmasından bu yana, üretim otomasyonu sürekli ve niteliksel olarak gelişmiştir.Hacimli buhar motorunun kullanımı kolay ve küçük boyutlu olanla değiştirilmesi elektrik motorları çalışan makinelerin çalışma ve tasarım ilkelerini temelden değiştirdi ve yönetim ilkelerini değiştirdi.
Makinelerin ayrı çalışma gövdelerinin bireysel tahriki ve aralarındaki elektrik bağlantılarının tanıtılması, makinelerin kinematiğini büyük ölçüde basitleştirdi, onları daha az hantal ve daha güvenilir hale getirdi.
Mekanik bağlantılarla karşılaştırıldığında, operasyonda daha esnek ve kullanışlı olan elektrik bağlantıları, mekanik bir programlama cihazına sahip otomatik makinelerden ölçülemeyecek kadar daha karmaşık işlemlerin otomatik olarak yürütülmesini sağlayan birleşik bir elektriksel ve mekanik programlanmış kontrol oluşturmayı mümkün kıldı (Elektrik otomasyon sistemlerinin avantajları).
Elektrik bağlantıları ile, sadece çalışan organların gerekli hareket sırası kolayca elde edilmekle kalmaz, aynı zamanda çalışan makinenin yeni bir ürünü işlemesi için bu sıra kolayca değiştirilir. Örneğin, modern bir bilgisayar kontrollü otomatik makine (bkz. Cnc makinesi) herhangi bir şekildeki parçaları işleyebilir. Böyle bir makineyi geri yüklemek için yalnızca programı değiştirmek gerekir.

Elektrik programlı kontrol, yalnızca insan müdahalesi olmadan çalışan gövdelerin gerekli hareket döngüsünü gerçekleştirmekle kalmaz, aynı zamanda belirli koşullar yerine getirildiğinde, örneğin makine halihazırda işlenmiş bir üründen serbest bırakıldığında, böyle bir döngünün otomatik olarak başlatılmasını sağlar. malzemenin yeni bir kısmı ve çalışan organlarla ilişkili olarak yerleştirilmiş uygun alanlarıdır ...
Böyle bir işlemin otomatik olarak gerçekleştirilmesi için makinenin hassas elemanlarla - bireysel koşulların yerine getirilip getirilmediğini izleyen sensörlerle - donatılması gerekir. Ek olarak, kontrol sisteminin kendisi bu koşulların yerine getirilip getirilmediğini kontrol edebilmeli, yani bazı mantıksal sorunları çözebilmelidir (bakınız:mantıksal bir işlem).
İşlevlerini bir kişinin yapabileceğinden çok daha hızlı ve doğru bir şekilde yerine getirerek birçok endüstrinin ve sürecin teknik ve ekonomik göstergelerinde önemli bir iyileşme sağlayan otomatik regülatörler yaygınlaştı, jeneratörün sabit voltajını, devirlerini korumaya hizmet ediyorlar. Kazanlarda buhar basıncı ve sıcaklığı, haddehanelerde şerit kalınlığı, elektrikli fırınlarda sıcaklık vb.
Otomatik kontrolörlerin - otomatik kontrol sistemlerini kontrol etmeye yarayan cihazların - kullanılmadığı üretim yoktur. Bazı durumlarda, bu sistemler manuel olarak uygulanamayan yeni süreçlerin ve birimlerin oluşturulmasını mümkün kılmıştır (örn. nükleer enerji santralleri).
Karmaşık otomasyon
Otomatik kontrol sistemlerinin kullanılmasının en büyük etkisi, bir atölye veya bölümün tüm makinelerinin ve teknolojik birimlerinin otomasyonunun kapsamlı bir şekilde kapsanması ile elde edilir.
Entegre otomasyon, nakliyeleri de dahil olmak üzere tüm malzeme işleme operasyonlarının bir otomatik makineler ve teknolojiler sistemi, önceden belirlenmiş programlara ve modlara göre birimler, ortak bir şekilde birleştirilmiş çeşitli otomatik cihazlar kullanılarak gerçekleştirildiği bir üretim otomasyonu aşamasıdır. Yönetim Sistemi.
Karmaşık otomasyonla, teknolojik sürecin kontrolündeki insan işlevleri, sürecin gidişatını izlemeye, göstergelerini analiz etmeye ve ekipmanın çalışma modlarını seçmeye, otomatik regülatörler ve en iyi göstergelerin bulunduğu yazılım cihazları için bir dizi görev olarak indirgenir. bu koşullar altında elde edilir.
En kolay entegre edilen otomasyon, ayrı bölümleri tek bir malzeme akışıyla zorla bağlanan sürekli üretim süreçlerinde gerçekleştirilir.
Karmaşık süreç otomasyonunun bir örneği, her bir otomatik makinenin bir yazılım cihazı kullanarak, belirli bir malzeme işleme aşamasını gerçekleştirmek için çalışma organlarının önceden belirlenmiş bir hareket dizisini gerçekleştirdiği ve tüm lineer makine setinin birbirine bağlı olduğu bir otomatik hattır. taşıma cihazlarının otomatik olarak çalıştırılmasıyla - bitmiş ürün alınana kadar genel bir işlem aşamaları dizisi.

Tam otomatik işletmelerin hepsi Enerji santrali (Nükleer santral, termik santral, hidroelektrik santral). Bu istasyonlardaki ana elektrikli ve mekanik ekipmanın yönetimi otomatik olarak gerçekleştirilir ve çalışması üzerindeki kontrol, kural olarak, vardiya memurunun gerekli modları ayarladığı bir noktada yoğunlaşır.
Operasyonel yönetim merkezileştirilmeli ve bir kişinin elinde toplanmalıdır. Bu tür bir merkezileşmeye duyulan ihtiyaç, bireysel teknolojik birimlerin modlarının seçimine karar vermek için, tüm üretimin, sürecin, yani tüm bölümlerden gelen tüm bilgilerin işlenmesinin tam bir resminin yapılması gerçeğinden kaynaklanmaktadır. süreç, gereklidir.
Bu nedenle, kontrol sistemleri arasında, görevi insan ve makineler arasındaki iletişimi organize etmek, bir kişinin süreçleri kontrol etmesini kolaylaştırmak, sinir sistemini rahatlatmak, beyni stresli ve rutinden kurtarmak olan cihazlar önemli bir yer tutar. iş.
Ek olarak, bir kişi genellikle ek cihazların yardımı olmadan süreçlerin ilerleyişi hakkında büyük bir bilgi akışını işleyemez.
Örneğin, dallanmış güç sistemlerinin merkezi yönetimi koşullarında, merkezi kontrol noktasının dağıtıcısının işlevleri giderek daha karmaşık hale gelir ve kural olarak karar verme, akut zaman sıkıntısı koşullarında gerçekleştirilir. Tüm bunlar, bir kişiye karar vermek için gerekli olan kolayca fark edilebilir bir sonuç şeklinde göstermek için çeşitli bilgilerin hızlı bir şekilde toplanmasını gerektirir.
Merkezi kontrol ile, tüm üretim ve süreç durumu bilgileri, vardiya memurları veya operatörler tarafından merkezileştirilir.
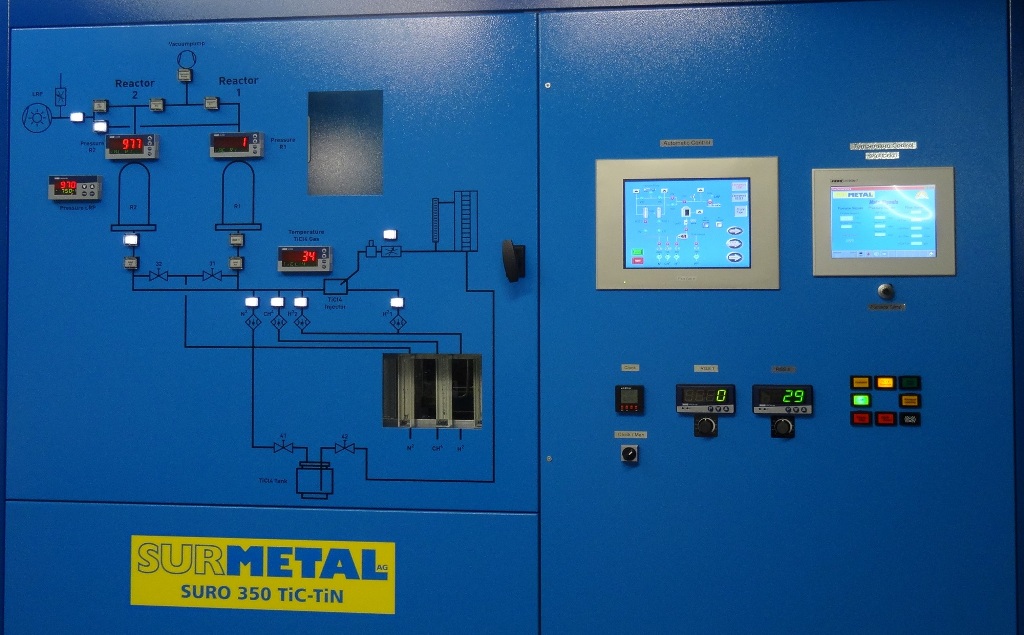
Bir kişiye bilgi iletmek için, operatörün veya memurun önündeki kontrol merkezi panolarında bulunan çok sayıda gösterge ve kayıt cihazı vardır. Cihazlara ek olarak, kontrol odasında çeşitli kritik üretim alanlarını izlemenizi sağlayan teknik cihazlar bulunur.

Fotoğraf kontrol odasını göstermektedir. Bulundukları dikey panel(ler)dir. anımsatıcı şemalar kontrollü endüstriler, prosesler, ölçüm cihazları ve otomatik kontrol cihazlarının çeşitli alarm göstergeleri ve panelleri, bazen de uzaktan kumanda tuşları ve düğmeleri.
Geniş bir alana sahip işletmelerde ve endüstrilerde, kontrol ve yönetim nesneleri ile sevk merkezi arasındaki bilgi alışverişi, telemekaniğin teknik araçlarının yardımıyla gerçekleştirildiğinden, bu sistemleri çoğaltmak için cihazlar sevk paneline yerleştirilir.
Bir süreci, özellikleri ve karakteristikleri hakkındaki bilgisine dayalı olarak kontrol eden bir kişi, kapsamlı bir öngörü kullanır ve bu nedenle süreç kontrolünü önemli ölçüde geliştirebilir. Bu sürecin dar çerçevesinde bilgi, insan beynindeki sürecin bir modelidir.
Bir veya başka bir kontrol eylemini seçmeden önce, bu "modeli" kullanan bir kişi, işlemlerin sonuçlarının sürecin çıktı parametreleri üzerinde ne olacağını spekülatif olarak kontrol eder.
Ancak bu etkinin süreci istenilen yönde değiştirmeye veya seyrini değiştirmeden devam ettireceğine inanıldıktan sonra, bu etki gerçek sürece aktarılır, gidişatı elde edilen spekülatif sonuçlarla sürekli karşılaştırılır ve model rafine edilir.
Bir insanın nasıl yaptığına benzer şekilde, otomatik bir tahmine dayalı kontrol sistemi çalışabilir. Böyle bir sistem, bir süreç modeline, model parametrelerinin gerçek sürece uyması için otomatik olarak ayarlanmasını sağlayan cihazlara ve en iyi süreç performansını sağlayan bu tür kontrol eylemleri için modeli otomatik olarak arayan bir cihaza sahip olmalıdır. Tespit edilen etkiler otomatik olarak gerçek sürece aktarılmalıdır.
Karmaşık bir otomatik kontrol sistemine bir örnek, çalışma alanındaki sıcaklık regülatörleri ve fırın brülörlerine sağlanan yakıt ve hava akışının regülatörleri ile donatılmış, malzemeyi ısıtmak için sürekli bir fırındır.
Fırından çıkan malzemenin ısınması, çalışma alanının sıcaklığı, malzemenin hareket hızı ve bir dizi başka faktör tarafından belirlenir. Buna karşılık, çalışma alanının sıcaklığı, yakıt tüketimi miktarı ve yakıt - hava tüketimi oranı ile belirlenir ve ayrıca ısıtılan malzemenin hareket hızına da bağlıdır.
Bu örnekteki malzeme sıcaklığı koruma sorunu, ayrı, ilgisiz sıcaklık ve akış kontrolörleri kurularak çözülemez.
Fırın içindeki sıcaklık kontrol cihazına yapılan referansın, fırın içindeki malzemenin hareket hızı arttıkça otomatik olarak artması ve yakıt tüketimi arttıkça hava akış kontrol cihazına yapılan referansın artması gerekir.
Birden fazla enerji dönüşümü olan süreçleri kontrol etmek için sistemlerin oluşturulmasında da zor görevler ortaya çıkar. Yüksek fırın eritme örneği. Burada, kontrol kanunu, her biri o sürecin içindeki ve dışındaki faktörlerin neden olduğu birçok rahatsızlıktan etkilenen bireysel proses parametrelerinin (sıcaklık, basınç, akış hızı vb.) Gerekli bir dizi değerini belirler.
Mevcut üretim alanlarının entegre otomasyonunun başarısı, neredeyse tamamen mevcut ekipman ve teknolojinin otomatik kontrol gerekliliklerine uygunluğu ile belirlenir.
Çoğu işletme kuruluşunun ekipmanı, manuel kontrol için tasarlanmıştır.Bu nedenle, karmaşık otomasyona, kural olarak, hız ve doğruluk açısından otomatik kontrol olanaklarının tam olarak kullanılacağı, ekipmanın modernizasyonu veya tamamen değiştirilmesi, teknolojide ve üretim organizasyonunda bir değişiklik eşlik etmelidir.
Herhangi bir üretim alanının tam otomasyonundan önce, ekonomik verimliliği belirlemek için tüm önlem setinin kapsamlı bir teknik ve ekonomik analizi yapılmalıdır. Tam otomasyon, üretim ve süreç yönetimini merkezileştirmenize, personeli azaltmanıza, ekipman üretkenliğini artırmanıza, ürün kalitesini iyileştirmenize ve maliyetleri düşürmenize olanak tanır.
Karmaşık süreçler için, yönetimin merkezileştirilmesi, kontrollü bir sürecin ilerlemesi hakkında bilgi toplamaya ve bunu bir kişiye kendisi için uygun bir biçimde iletmeye izin veren otomatik yönetim sistemlerinin kullanılmasını gerektirir.
Entegre otomasyon, atölyelerin ve otomatik fabrikaların oluşturulmasıyla sona eren tam otomasyona doğru bir adımdır.
Tam otomasyon
Tam otomasyon, belirli koşullarda en iyi performansı sağlayan çalışma modlarının seçimi ve kurulması da dahil olmak üzere, belirli bir üretim, sürecin tüm operasyonlarını doğrudan insan katılımı olmadan gerçekleştiren bir otomatik makineler sisteminin gerçekleştirdiği üretim otomasyonunun bir aşamasıdır. .
Bir kişinin görevleri, yönetim sisteminin ve bireysel birimlerinin düzgün işleyişini izlemenin yanı sıra, sürecin yerine getirmesi gereken bu sisteme görevler ve kriterler sokmaya indirgenmiştir.
Sabit koşullar altında çalışan basit süreçler için, bir kez seçilip ayarlandığında, optimum mod uzun süre korunabilir ve tam otomasyon kavramı, karmaşık otomasyon kavramıyla örtüşür.
Dış etkenlere maruz kalan çoğu süreç için, tam otomasyon ile karmaşık otomasyon arasındaki temel fark, bireysel makinelerin ve birimlerin (acil durumlar dahil) çalışma modlarını seçme ve koordine etme işlevinin bir kişiden otomatik kontrol sistemine aktarılmasıdır.

Tam otomasyona geçişin temeli, optimum ekipman çalışma modlarının otomatik olarak aranması ve kurulması ve operasyonel yönetimin otomasyonu, yani bireysel makine ve birimlerin modlarının koordinasyonudur.
Bu sorunları çözmek için bilgisayar teknolojilerinden, özellikle kontrol makinelerinden (kontrolörler, endüstriyel bilgisayarlar), üretim sürecini, süreci analiz etmek, kontrol yasalarını sentezlemek ve optimallik kriterlerini belirlemek. Teknolojik akışın otomatik analizi ve kontrol yasalarının sentezi, sistemlerin tam otomasyon için kendi kendine uyarlanabilirliğini önceden belirler.
Tam otomasyon sistemleri hiyerarşik bir yapı prensibine sahiptir:
- 1. aşamada yazılımsal ve lojik kontrol sistemlerinin yanı sıra otomatik kontrol sistemleri bulunmakta;
- 2. aşamada - bireysel makinelerin ve birimlerin otomatik optimizasyonu için sistemler;
- 3. aşamada - operasyonel yönetim için otomatik sistemler.
Üç seviyeli kontrol hiyerarşisi, tam otomasyon sistemlerinin işlevsel yapısını tanımlar.Bu sistemin donanım çözünürlüğü farklı olabilir, sistem yukarıda gösterildiği gibi kurulabilir, ancak tek tek cihazların gerçekleştirdiği işlevler arasında net bir ayrım yapılmadan da kurulabilir.

Kontrol görevlerinin artan karmaşıklığı, ekipmanın sayısında ve karmaşıklığında bir artışa ve sonuç olarak sistemin normal çalışmasını bozma olasılığının artmasına neden olur.
Proseslerin sürekli yoğunlaşması ve ölçeklerinin artması ve buna bağlı olarak artan kaza tehdidi, üretim otomasyonunda güvenilirlik sorununu daha da önemli hale getiriyor. Bu nedenle, giderek daha güvenilir elemanlar ve bunların bağlantısı için yöntemler geliştirilmekte, ayrıca yeterince güvenilir olmayan elemanlardan güvenilir sistemler oluşturmak için yöntemler aranmaktadır.
Tam otomasyon sistemi, hem bireysel elemanların güvenilirliği hem de yapının güvenilirliği ile sağlanan yüksek güvenilirliğini gerektiren karmaşık ve dallanmış bir otomatik kontrol sistemidir.
Tam otomasyonun görevi, otomatik atölyelerin ve işletmelerin (otomatik fabrikalar) oluşturulmasıdır. Tam otomasyonun büyük ekonomik etkisi, ekipman kullanımının iyileştirilmesi, verilen koşullar altında optimum üretkenlik ve ürün kalitesi ile sürecin ritminin sağlanmasıyla elde edilir.
Bakmak: Teknolojik süreçlerin otomasyonu, Modern üretimde endüstriyel robotlar, Güç kaynağı yönetim sistemlerinin otomasyonu
Ekipmanda ve özellikle kontrol cihazlarının yapıldığı elemanlarda ilerleme olmadan otomatik kontrol teknolojisinin geliştirilmesi imkansızdır.Otomatik kontrol ekipman ve sistemlerinin geliştirilmesindeki en önemli sorun, güvenilirliklerinin arttırılmasıdır.