Metallerin indüksiyonla ısıtılması, sertleştirilmesi ve indüksiyonla eritilmesi
En mükemmel ısıtma türü, ısının doğrudan ısıtılan gövdede üretildiği ısıtma türüdür. Bu ısıtma yöntemi, vücuttan bir elektrik akımı geçirilerek çok iyi yapılır. Bununla birlikte, doğrudan - ısıtılmış bir cismin bir elektrik devresine dahil edilmesi, teknik ve pratik nedenlerle her zaman mümkün değildir.
Bu durumlarda, fırının duvarlarında veya diğer ısıtma elemanlarında gereksiz, genellikle büyük enerji tüketimini ortadan kaldıran, ısıtılan gövdede ısının da üretildiği endüksiyonlu ısıtma kullanılarak mükemmel bir ısıtma türü gerçekleştirilebilir. Bu nedenle, artan ve yüksek frekanslı akımlar üretmenin nispeten düşük verimliliğine rağmen, indüksiyonla ısıtmanın genel verimliliği genellikle daha yüksektir. diğer ısıtma yöntemleri ile.

İndüksiyon yöntemi ayrıca metalik olmayan gövdelerin kalınlıkları boyunca eşit şekilde hızlı ısıtılmasına da olanak tanır.Bu tür gövdelerin zayıf termal iletkenliği, iç katmanlarının olağan şekilde, yani dışarıdan ısı sağlayarak hızlı ısınma olasılığını dışlar. İndüksiyon yönteminde ısı hem dış katmanlarda hem de iç katmanlarda aynı şekilde üretilir ve hatta dış katmanların gerekli ısı yalıtımı yapılmazsa iç katmanların aşırı ısınma riski bile olabilir.
İndüksiyonlu ısıtmanın özellikle değerli bir özelliği, ısıtılmış gövdede çok yüksek bir enerji konsantrasyonu olasılığıdır ve bu, doğru dozlamaya kolayca uygundur. Sadece elektrik arkı aynı enerji yoğunluğu sırası elde edilebilir, ancak bu ısıtma yönteminin kontrol edilmesi zordur.
İndüksiyonlu ısıtmanın özellikleri ve iyi bilinen avantajları, birçok endüstride uygulanması için geniş fırsatlar yaratmıştır. Ek olarak, geleneksel ısıl işlem yöntemleri için hiç de mümkün olmayan yeni yapı türleri oluşturmanıza olanak tanır.

Fiziksel bir süreç
İndüksiyon fırınlarında ve cihazlarında, elektriksel olarak iletken ısıtılmış bir gövdedeki ısı, alternatif bir elektromanyetik alan tarafından içinde indüklenen akımlar tarafından salınır. Bu sayede doğrudan ısıtma burada gerçekleşir.
Metallerin indüksiyonla ısıtılması iki fiziksel yasaya dayanmaktadır: elektromanyetik indüksiyonun Faraday-Maxwell yasası ve Joule-Lenz yasası. Metal gövdeler (boşluklar, parçalar vb.) yerleştirilir. alternatif manyetik alan, içlerinde bir kasırga uyandıran Elektrik alanı… İndüksiyonun EMF'si, manyetik akının değişim hızı ile belirlenir. İndüksiyon EMF'nin etkisi altında, girdap akımları (gövdelerin içinde kapalı) vücutlarda akar ve ısı açığa çıkarır. Joule-Lenz yasasına göre… Bu EMF metalde yaratılmıştır alternatif akım, bu akımların açığa çıkardığı termal enerji metalin ısınmasına neden olur. İndüksiyonla ısıtma doğrudandır ve temassızdır. En refrakter metalleri ve alaşımları eritmek için yeterli bir sıcaklığa ulaşmanızı sağlar.
Yoğun indüksiyonlu ısıtma, yalnızca özel cihazlar - indüktörler tarafından oluşturulan yüksek yoğunluklu ve frekanslı elektromanyetik alanlarda mümkündür. İndüktörler, 50 Hz'lik bir ağ (endüstriyel frekans kurulumları) veya ayrı enerji kaynakları (orta ve yüksek frekanslı jeneratörler ve dönüştürücüler) tarafından çalıştırılır.
Düşük frekanslı dolaylı indüksiyonlu ısıtma cihazlarının en basit indüktörü, metal bir borunun içine yerleştirilmiş veya yüzeyi üzerine yerleştirilmiş yalıtılmış bir teldir (uzatılmış veya sarılmış). Tüpteki indüktör telinden akım akarken ısınır. girdap akımları... Tüpten gelen ısı (pota, kap da olabilir) ısıtılmış ortama (tüpten akan su, hava vb.) aktarılır.
Metallerin indüksiyonla ısıtılması ve sertleştirilmesi
Metallerin orta ve yüksek frekanslarda en yaygın olarak kullanılan doğrudan indüksiyonla ısıtılması. Bunun için özel tasarıma sahip indüktörler kullanılır. indüktör yayar elektromanyetik dalga, ısıtılmış gövdenin üzerine düşen ve içinde ölen. Emilen dalganın enerjisi vücutta ısıya dönüştürülür. Yayılan elektromanyetik dalganın şekli (düz, silindirik vb.) cismin şekline ne kadar yakınsa ısıtma katsayısı o kadar yüksektir. Bu nedenle yassı gövdeleri ısıtmak için yassı indüktörler, silindirik iş parçalarını ısıtmak için silindirik (solenoid) indüktörler kullanılır.Genel durumda, elektromanyetik enerjiyi istenen yönde yoğunlaştırma ihtiyacı nedeniyle karmaşık bir şekle sahip olabilirler.
İndüksiyon enerjisi girişinin bir özelliği, akış bölgesinin uzamsal düzenlemesini düzenleme yeteneğidir. girdap akımları.
İlk olarak, indüktörün kapladığı alanda girdap akımları akar. Vücudun genel boyutundan bağımsız olarak, vücudun yalnızca indüktörle manyetik temas halinde olan kısmı ısıtılır.
İkincisi, girdap akımı sirkülasyon bölgesinin ve dolayısıyla enerji salınım bölgesinin derinliği, diğer faktörlerin yanı sıra indüktör akımının frekansına bağlıdır (düşük frekanslarda artar ve artan frekansla azalır).
Endüktörden ısıtılmış akıma enerji transferinin verimi, aralarındaki boşluğun boyutuna bağlıdır ve azaldıkça artar.

İndüksiyonla ısıtma, plastik deformasyon (dövme, damgalama, presleme vb.), metal eritme, ısıl işlem (tavlama, temperleme, normalleştirme, sertleştirme), kaynak, tabakalama, metal lehimleme için ısıtma yoluyla çelik ürünlerin yüzey sertleştirmesinde kullanılır.

Dolaylı endüksiyonlu ısıtma, proses ekipmanını (boru hatları, konteynerler, vb.), sıvı ortamı ısıtmak, kaplamaları, malzemeleri (örneğin ahşap) kurutmak için kullanılır. İndüksiyonlu ısıtma tesisatlarının en önemli parametresi frekanstır. Her işlem için (ısıtarak yüzey sertleştirme) en iyi teknolojik ve ekonomik göstergeleri sağlayan optimal bir frekans aralığı vardır. İndüksiyonlu ısıtma için 50 Hz ila 5 MHz frekansları kullanılır.
İndüksiyonla ısıtmanın avantajları
1) Elektrik enerjisinin doğrudan ısıtılmış gövdeye aktarılması, iletken malzemelerin doğrudan ısıtılmasını sağlar. Bu durumda ürünün sadece yüzeyden ısıtıldığı endirekt etkili tesisatlara göre ısıtma hızı artar.
2) Elektrik enerjisinin doğrudan ısıtılmış gövdeye aktarılması, kontak cihazları gerektirmez. Vakum ve koruyucu araçlar kullanıldığında, otomatik imalat üretimi koşullarında uygundur.
3) Yüzey etkisi olgusundan dolayı, ısıtılmış ürünün yüzey tabakasında maksimum güç açığa çıkar. Bu nedenle, soğutma sırasında indüksiyonla ısıtma, ürünün yüzey tabakasının hızlı bir şekilde ısınmasını sağlar. Bu, nispeten viskoz bir ortam ile parçanın yüksek yüzey sertliğini elde etmeyi mümkün kılar. İndüksiyonla yüzey sertleştirme, diğer yüzey sertleştirme yöntemlerine göre daha hızlı ve daha ekonomiktir.
4) Endüksiyonlu ısıtma çoğu durumda üretkenliği artırır ve çalışma koşullarını iyileştirir.
indüksiyon eritme fırını
Bir endüksiyon fırını veya cihazı, birincil bobinin (indüktör) bir alternatif akım kaynağına bağlandığı ve ısıtılmış gövdenin kendisinin ikincil bobin görevi gördüğü bir tür transformatör olarak düşünülebilir.
İndüksiyonlu eritme fırınlarının çalışma süreci, sıvı metalin bir banyo veya pota içindeki elektrodinamik ve termal hareketi ile karakterize edilir; bu, hacim boyunca aynı bileşime ve tekdüze sıcaklığa sahip metalin yanı sıra düşük metal atığının (birkaç kez daha az) elde edilmesine katkıda bulunur. ark ocaklarından biraz daha fazla).
İndüksiyon eritme fırınları, çelik, dökme demir, demir dışı metaller ve alaşımlardan şekillendirilmiş olanlar dahil olmak üzere dökümlerin üretiminde kullanılır.
İndüksiyon eritme fırınları, endüstriyel frekans kanallı fırınlar ve endüstriyel, orta ve yüksek frekanslı pota fırınları olarak ayrılabilir.
Bir indüksiyon kanalı fırını, genellikle güç frekansında (50 Hz) bir transformatördür. Transformatörün sekonder sargısı erimiş metal sargıdır. Metal halka şeklinde bir refrakter kanal içine alınır.
Ana manyetik akı, kanalın metalinde bir EMF'yi indükler, EMF bir akım yaratır, akım metali ısıtır, bu nedenle bir endüksiyon kanalı fırını, kısa devre modunda çalışan bir transformatöre benzer.
Kanallı fırınların indüktörleri boyuna bakır borudan imal edilmiş olup, su soğutmalıdır, ocağın kanal kısmı fan veya merkezi hava sistemi ile soğutulur.

Kanal indüksiyon ocakları, bir metal sınıfından diğerine nadir geçişlerle sürekli çalışma için tasarlanmıştır. Kanal indüksiyon ocakları, esas olarak alüminyum ve alaşımlarının yanı sıra bakır ve bazı alaşımlarının eritilmesinde kullanılır. Diğer fırın serileri, sıvı demiri, demir dışı metalleri ve alaşımları döküm kalıplarına dökmeden önce tutmak ve kızdırmak için karıştırıcılar olarak uzmanlaşmıştır.
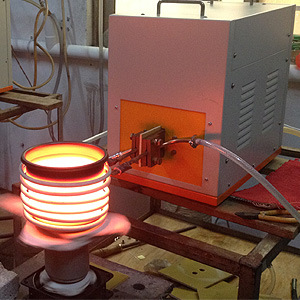
Bir indüksiyon pota fırınının çalışması, elektromanyetik enerjinin iletken bir yük tarafından emilmesine dayanır. Hücre, silindirik bir bobin - bir indüktör - içine yerleştirilir. Elektrik açısından bakıldığında, bir indüksiyon pota fırını, ikincil sargısı iletken bir yük olan kısa devreli bir hava transformatörüdür.
İndüksiyonlu pota fırınları, esas olarak basınçlı döküm metallerini kesikli çalışma modunda eritmek için ve çalışma modundan bağımsız olarak, kanal fırınlarının astarını olumsuz etkileyen bronzlar gibi belirli alaşımları eritmek için kullanılır.