CNC makineleri için elektrikli sürücüler
 Modern çok işlevli metal kesme makineleri ve endüstriyel robotlar, yürütme organlarını birkaç koordinat ekseni boyunca hareket ettiren çok motorlu elektrikli sürücülerle donatılmıştır (Şekil 1).
Modern çok işlevli metal kesme makineleri ve endüstriyel robotlar, yürütme organlarını birkaç koordinat ekseni boyunca hareket ettiren çok motorlu elektrikli sürücülerle donatılmıştır (Şekil 1).
Bir CNC makinesinin çalışmasının kontrolü, dijital biçimde tanımlanmış bir programa göre komutlar üreten standart sistemler kullanılarak gerçekleştirilir. Programlanabilir CPU çekirdeğini oluşturan yüksek performanslı mikro denetleyicilerin ve tek çipli mikro bilgisayarların oluşturulması, onların yardımıyla birçok geometrik ve teknolojik işlemi otomatik olarak gerçekleştirmenin yanı sıra elektrikli tahrik sisteminin doğrudan dijital kontrolünü gerçekleştirmeyi mümkün kıldı. elektro-otomasyon.
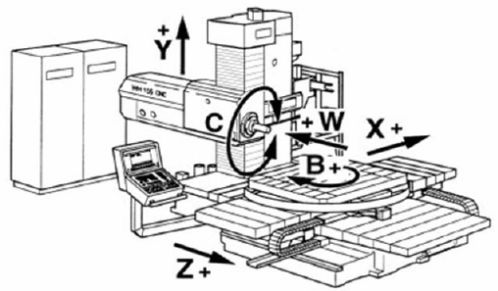
Pirinç. 1. CNC freze makinesinin tahrik sistemi
CNC makineleri için elektrikli sürücü türleri ve bunlar için gereksinimler
Metal kesme işlemi, işlenecek parça ile kesici takımın bıçağının karşılıklı hareketi ile gerçekleştirilir.Elektrikli tahrikler, metal işleme süreçlerini bir CNC sistemi aracılığıyla gerçekleştirmek ve düzenlemek için tasarlanmış metal kesme makinelerinin bir parçasıdır.
İşlemede, takım ve iş parçasının karşılıklı hareketi sırasında kontrollü kesme işlemlerini sağlayan ana hareketler ile ekipmanın otomatik çalışmasını kolaylaştıran yardımcı hareketler (izleme araçlarına yaklaşma ve geri çekilme, takımları değiştirme ve değiştirme) ayırmak gelenekseldir. vesaire.).
Ana olanlar, gerekli kesme kuvvetini sağlayan en yüksek hıza ve güce sahip ana kesme hareketini ve çalışma gövdesini belirli bir hızda uzamsal bir yörünge boyunca hareket ettirmek için gerekli olan besleme hareketini içerir. Belirli bir şekle sahip ürün yüzeyini elde etmek için, makinenin çalışma gövdeleri, iş parçasına ve takıma istenen yörüngeyi belirli bir hız ve kuvvetle hareket ettirmelerini söyler. Elektrikli tahrikler, kombinasyonları makinelerin kinematik yapısı aracılığıyla gerekli karşılıklı yer değiştirmeleri sağlayan çalışma gövdelerine dönme ve öteleme hareketleri verir.
Metal işleme makinesinin amacı ve tipi büyük ölçüde üretilen parçanın şekline (gövde, mil, disk) bağlıdır. Çok işlevli bir makinenin işleme sırasında gerekli takım ve iş parçası hareketlerini üretme yeteneği, koordinat eksenlerinin sayısı ve dolayısıyla birbirine bağlı elektrikli sürücülerin sayısı ve kontrol sisteminin yapısı tarafından belirlenir.
Şu anda, sürücüler esas olarak güvenilir temelinde gerçekleştirilir Frekans kontrollü AC motorlardijital düzenleyiciler tarafından gerçekleştirilir.Tipik endüstriyel modüller kullanılarak farklı tipte elektrikli sürücüler gerçekleştirilir (Şekil 2).
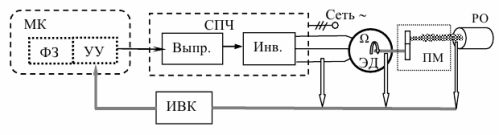
Pirinç. 2. Bir elektrikli sürücünün tipik işlevsel diyagramı
Elektrikli tahrik bloklarının minimum bileşimi aşağıdaki işlevsel bloklardan oluşur:
-
yönetici elektrik motoru (ED);
-
endüstriyel ağın elektrik gücünü gerekli genlik ve frekansta üç fazlı bir motor besleme voltajına dönüştüren frekans güç dönüştürücü (HRC);
-
bir kontrol ünitesinin (CU) ve bir görev oluşturucunun (FZ) işlevlerini yerine getiren bir mikrodenetleyici (MC).
Güç frekans dönüştürücüsünün endüstriyel birimi, çıkış PWM anahtarının mikroişlemci kontrolünü kullanan kontrol cihazının sinyalleri tarafından belirlenen gerekli parametrelerle sinüzoidal bir voltaj üreten bir doğrultucu ve bir güç dönüştürücü içerir.
Elektrikli sürücünün çalışmasını kontrol etmek için algoritma, mikrodenetleyici tarafından, görev oluşturucunun sinyalleri ile bilgi işlem kompleksinden (IVC) alınan verilerin işlenmesi ve analizine dayalı olarak karşılaştırılması sonucunda elde edilen komutlar üretilerek uygulanır. sensörlerden gelen bir setten gelen sinyaller.
Çoğu uygulamada elektrikli tahrik tahriki, sincap kafesli rotor sargılı bir endüksiyon elektrik motoru ve makine miline dönüşün mekanik iletimi olarak bir dişli kutusu içerir. Dişli kutusu genellikle elektromekanik uzaktan vites değiştirme özelliğine sahip bir dişli kutusu olarak tasarlanır.Ana mekanizmanın elektrikli tahriki, gerekli kesme kuvvetini belirli bir dönme hızında sağlar ve bu nedenle hız düzenlemesinin amacı, sabit gücü korumaktır.
Gerekli dönüş hızı kontrol aralığı, işlenen ürünlerin çaplarına, malzemelerine ve diğer birçok faktöre bağlıdır. Modern otomatikleştirilmiş CNC makinelerinde ana sürücü, diş açma, farklı çaplardaki parçaların işlenmesi ve çok daha fazlası ile ilgili karmaşık işlevleri yerine getirir. Bu, çok geniş bir hız kontrolü aralığı sağlama ihtiyacının yanı sıra tersinir bir sürücünün kullanılmasına yol açar. Çok fonksiyonlu makinelerde gerekli dönüş hızı aralığı binlerce veya daha fazla olabilir.
Besleyicilerde çok geniş hız aralıkları da gereklidir. Bu nedenle, kontur frezelemede teorik olarak sonsuz bir hız aralığına sahip olmalısınız, çünkü minimum değer bazı noktalarda sıfır olma eğilimindedir. Çoğu zaman, çalışma gövdelerinin işleme alanındaki hızlı hareketi, hız değişim aralığını büyük ölçüde artıran ve tahrik kontrol sistemlerini karmaşıklaştıran bir besleyici tarafından da gerçekleştirilir.
Fiderlerde senkron motorlar ve temassız DC motorların yanı sıra bazı durumlarda asenkron motorlar kullanılmaktadır. Aşağıdaki temel gereksinimler onlar için geçerlidir:
-
geniş hız ayarı aralığı;
-
yüksek azami hız;
-
yüksek aşırı yük kapasitesi;
-
konumlandırma modunda hızlanma ve yavaşlama sırasında yüksek performans;
-
yüksek konumlandırma doğruluğu.
Sürücü karakteristiklerinin stabilitesi, yük değişimleri, ortam sıcaklığındaki değişimler, besleme voltajı ve diğer pek çok nedenle garanti edilmelidir. Bu, rasyonel bir uyarlanabilir otomatik kontrol sisteminin geliştirilmesiyle kolaylaştırılmıştır.

Makinenin tahrikinin mekanik kısmı
Sürücünün mekanik kısmı, farklı hızlarda dönen birçok parçayı içeren karmaşık bir kinematik yapı olabilir. Aşağıdaki unsurlar genellikle ayırt edilir:
-
tork oluşturan (dönen veya fren yapan) bir elektrik motorunun rotoru;
-
mekanik şanzıman, t, s. hareketin doğasını (dönme, öteleme) belirleyen ve hareketin hızını değiştiren (redüktör) bir sistem;
-
hareket enerjisini yararlı işe dönüştüren çalışan bir vücut.
Metal kesme makinesinin ana hareketinin asenkron sürücü takibi
CNC metal işleme makinelerinin ana hareketinin modern ayarlanabilir elektrikli tahriki, temel olarak, temel bilgi tabanının iyileştirilmesi ve kaydedilmesi gereken birçok faktör tarafından kolaylaştırılan kafes rotor sargılı asenkron motorlara dayanmaktadır. güç elektroniği.
Alternatif akım motorlarının modlarının düzenlenmesi, frekans düzenlemesi ile birlikte diğer parametreleri değiştiren bir güç dönüştürücü kullanılarak besleme voltajının frekansı değiştirilerek gerçekleştirilir.
İzleme elektrikli sürücünün özellikleri büyük ölçüde yerleşik ACS'nin verimliliğine bağlıdır.Yüksek performanslı mikrodenetleyicilerin kullanımı, elektrikli tahrik kontrol sistemlerini organize etmek için geniş fırsatlar sağlamıştır.
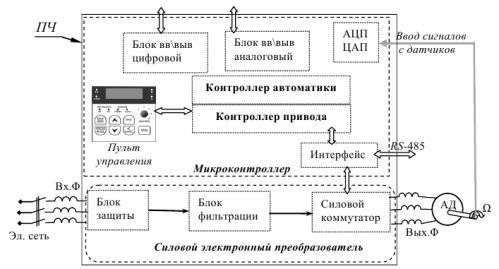
Pirinç. 3. Asenkron motorun frekans dönüştürücü kullanan tipik kontrol yapısı
Sürüş kontrolörü, elektrik motorunun çalışmasını düzenleyen güç anahtarı için sayı dizileri üretir. Otomasyon kontrolörü, başlatma ve durdurma modlarında gerekli özelliklerin yanı sıra ekipmanın otomatik olarak ayarlanmasını ve korunmasını sağlar.
Bilgi işlem sisteminin donanım kısmı ayrıca şunları içerir: - sensörlerden gelen sinyalleri girmek ve bunların çalışmasını kontrol etmek için analog-dijital ve dijital-analog dönüştürücüler;
-
arayüz ekipmanı ve kablo konektörleri ile donatılmış analog ve dijital sinyaller için giriş ve çıkış modülleri;
-
dahili modüller arası veri iletimini ve harici ekipmanla iletişimi gerçekleştiren arayüz blokları.
Belirli bir elektrik motorunun ayrıntılı verileri dikkate alınarak geliştirici tarafından tanıtılan çok sayıda frekans dönüştürücü ayarı, aralarında not edilebilecek belirli kontrol prosedürleri sağlar:
-
çok seviyeli hız ayarı,
-
üst ve alt frekans limiti,
-
tork limiti,
-
motor fazlarından birine doğru akım vererek frenleme,
-
aşırı yük koruması, ancak aşırı yük ve aşırı ısınma durumunda güç tasarrufu modu sağlar.
Temassız DC motorlara dayalı sürücü
Takım tezgahı sürücüleri, aletin ve parçanın göreli konumlandırmasının doğruluğunu ve hareket hızlarını belirlediklerinden, hız kontrolü aralığı, kontrol özelliklerinin doğrusallığı ve hız için yüksek gereksinimlere sahiptir.
Güç tahrikleri, esas olarak gerekli kontrol özelliklerine sahip olan DC motorlar temelinde uygulandı, ancak aynı zamanda mekanik bir fırça toplayıcının varlığı, düşük güvenilirlik, bakımın karmaşıklığı ve yüksek düzeyde elektromanyetik girişim ile ilişkilendirildi.
Güç elektroniği ve dijital bilgi işlem teknolojilerinin geliştirilmesi, elektrikli tahriklerdeki temassız doğru akım motorlarıyla değiştirilmesine katkıda bulundu, bu da enerji özelliklerini iyileştirmeyi ve takım tezgahlarının güvenilirliğini artırmayı mümkün kıldı. Bununla birlikte, kontrol sisteminin karmaşıklığı nedeniyle temassız motorlar nispeten pahalıdır.
Ancak fırçasız bir motorun çalışma prensibi, rotor üzerinde manyetoelektrik indüktör ve stator üzerinde armatür sargıları bulunan doğru akım elektrik makinesidir. Stator sargılarının sayısı ve rotor mıknatıslarının kutup sayısı, motorun gerekli özelliklerine bağlı olarak seçilir. Bunları artırmak, sürüşü ve yol tutuşu iyileştirmeye yardımcı olur, ancak daha karmaşık bir motor tasarımına yol açar.
Metal kesme makinelerini çalıştırırken, esas olarak birkaç bağlantılı bölüm şeklinde yapılmış üç armatür sargılı bir yapı ve birkaç çift kutuplu kalıcı mıknatıslardan oluşan bir uyarma sistemi kullanılır (Şekil 4).
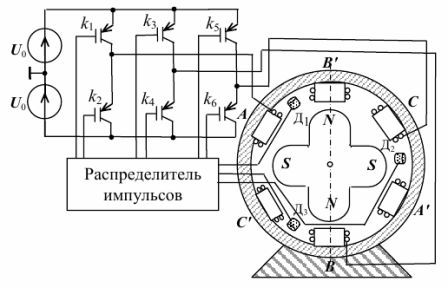
Pirinç. 4. Temassız bir DC motorun işlevsel diyagramı
Tork, stator sargılarındaki akımların oluşturduğu manyetik akıların ve rotorun kalıcı mıknatıslarının etkileşimi nedeniyle oluşur. Elektromanyetik momentin sabit yönü, doğru akım ile stator sargılarına sağlanan uygun komütasyon ile sağlanır. Stator sargılarının U kaynağına bağlanma sırası, rotor konum sensörlerinden voltaj beslenirken darbe dağıtıcısından gelen sinyallerin etkisi altında anahtarlanan güç yarı iletken anahtarları aracılığıyla gerçekleştirilir.
Temassız DC motorların elektrikli tahrikinin çalışma modlarını düzenleme görevinde, birbiriyle ilişkili aşağıdaki konular ayırt edilir:
-
ölçüm için mevcut fiziksel miktarları etkileyerek bir elektromekanik dönüştürücüyü kontrol etme algoritmalarının, yöntemlerinin ve araçlarının geliştirilmesi;
-
otomatik kontrol teorisini ve yöntemlerini kullanarak otomatik bir sürüş kontrol sistemi oluşturmak.
Kademeli motora dayalı elektro-hidrolik tahrik
Modern takım tezgahlarında, elektronik bir CNC sisteminden gelen ayrık elektrik sinyallerinin senkron elektrik motorları tarafından şaft dönüşüne dönüştürüldüğü ortak elektro-hidrolik tahrikler (EGD) yarı yaygındır. Elektrik motorundan (EM) CNC sisteminin tahrik kontrol cihazının (CP) sinyallerinin etkisi altında geliştirilen tork, mekanik şanzıman (MP) yoluyla yürütme gövdesine (IO) bağlanan hidrolik amplifikatörün giriş değeridir. takım tezgahının (Şek. 5).

Pirinç. 5. Elektro-hidrolik tahrikin işlevsel şeması
Giriş dönüşümü (VP) ve hidrolik valf (GR) vasıtasıyla elektrik motoru rotorunun kontrollü dönüşü, hidrolik motor milinin (GM) dönmesine neden olur. Hidrolik amplifikatörün parametrelerini stabilize etmek için genellikle dahili geri besleme kullanılır.
Start-stop doğasına veya sürekli harekete sahip mekanizmaların elektrikli sürücülerinde, bir tür senkron elektrik motoru olarak sınıflandırılan kademeli motorlar (SM), uygulama bulmuştur. Darbe uyarımlı kademeli motorlar, CNC kontrolünde kullanılan doğrudan dijital kontrol için en uygun olanlardır.
Rotorun her darbe için belirli bir dönme açısında aralıklı (kademeli) hareketi, neredeyse sıfırdan çok geniş bir hız değişimi aralığında yeterince yüksek konumlandırma doğruluğu elde etmeyi mümkün kılar.
Elektrikli bir sürücüde kademeli motor kullandığınızda, bir mantık denetleyicisi ve bir anahtar içeren bir cihaz tarafından kontrol edilir (Şekil 6).

Pirinç. 6. Step motor kontrol cihazı
nchannel seçim kontrol komutunun eylemi altında, CNC sürücü denetleyicisi, DC voltajını stator sargılarına gerekli sırayla bağlayan güç transistörü anahtarını kontrol etmek için dijital sinyaller üretir. Bir adımda küçük açısal yer değiştirme değerleri elde etmek için α = π / p, rotor üzerine çok sayıda p kutup çiftine sahip kalıcı bir mıknatıs yerleştirilir.