Fabrikalarda otomatik tartım nasıl yapılır?
Otomatik tartım, aşağıdakileri belirleme işlemlerini kapsayan genel bir terimdir:
- vücutların kütle (ağırlık) değerleri; zamanla kütledeki değişiklikler;
- kütle değerlerinin belirli bir değerden sapmaları;
- taşınan malların kütlesinin toplam değeri ve ayrıca belirtilen kısımların (dozlar) tartılması.
Otomatik tartım, otomasyon derecesine göre aşağıdakilere ayrılan otomatik tartı cihazları kullanılarak gerçekleştirilir:
- otomatik dengelemeli terazi;
- okumaların uzaktan iletilmesi ve kaydedilmesi ile ölçekler;
- otomatik porsiyon terazileri;
- otomatik porsiyon dağıtıcılar;
- sürekli otomatik terazi;
- sürekli otomatik tartı makineleri ve otomatik tasnif terazileri.
Endüstriyel terazi, ayakta veya masa seçerken, birkaç önemli hususu dikkate almak gerekir: türleri, amacı (terazinin işlevi), yapı malzemesi, hacmi, boyutu, tartım aralığı, doğruluğu (ölçüm hatası), kullanım koşulları .

Otomatik dengelemeli kantarlar için yalnızca yükü belirleme (dengeleme) işlemi otomatikleştirilir. Bu, sarkaç karşı ağırlıklarını saptırarak veya elastik ölçüm elemanlarını deforme ederek elde edilir.
Otomatik dengeleme terazisi maksimum 100 g - 1000 t yük aralığına sahiptir (kaplin sistemine bağlı olarak). Otomatik dengelemeli laboratuvar terazileri daha yüksek doğruluk sınıflarına sahiptir.
Uzaktan iletim ve okumaların kaydedildiği teraziler, ölçüm elemanlarının hareketinin bir sinyale (çoğunlukla elektriksel) dönüştürüldüğü otomatik dengelemeli terazilerdir.

Ölçeğin elastik gövdesinin büyük (yaklaşık milimetre) deformasyonu ile kadran ve yaylı skalaların okumalarını dönüştürmek için selsinler kullanılır (dezavantajı, ölçüm sistemi üzerindeki ters etki ve iletim hataları nedeniyle hatadaki artıştır) ), potansiyometreler (dezavantajı sürtünmeden kaynaklanan hatanın artmasıdır), darbe okuma cihazları (fotoelektrik, manyetik kafalar vb.), kodlayıcılar ve izleme sistemleri.
Elastik bir gövdenin küçük (mm'nin onda biri veya daha az) deformasyonu ile yay dengesi okumalarını dönüştürmek için, tel göstergeleri (elektrik gerinim ölçer) ve kullanılır manyetostriksiyonun doğrudan ve ters etkisi.
Çoğu zaman, gerinim ölçerler, katı cisimlerin ölçülen deformasyonunu bir elektrik sinyaline dönüştüren teknolojik süreçlerin otomasyonunda ağırlığı ölçmek için kullanılır. Dirençli gerinim ölçerler (tel ve folyo) yaygın olarak kullanılır ve gerilimi elektrik direncindeki bir değişikliğe dönüştürür.
Bir direnç ölçerin çalışması, elektrik direncini değiştirmek için deformasyon (gerilme veya sıkıştırma) etkisi altındaki bir metal telin (veya folyonun) özelliğine dayanır.

Okumaların uzaktan iletilmesi ve kaydedilmesi ile ölçekler olarak, sensörler ve sensör üzerindeki yükteki değişiklikleri telafi eden bir geri besleme sisteminden oluşan otomatik (elektromanyetik) kuvvet dengeleme cihazları da kullanılır. Geri besleme döngüsündeki akım (basınç), yük hücresine etki eden ağırlığa benzer.
Otomatik porsiyonlar, ağırlıklı olarak genel muhasebe veya paketleme için dökme ve sıvı malzemelerin eşit porsiyonlarda tartılması için kullanılır. Bu kantarlarda malzemelerin beslenmesi, tartılması ve boşaltılması işlemleri otomatik hale getirilir.
Tipik olarak, bu teraziler, ağırlıkları olan bir karşı ağırlığın ve yükü almak için bir kovanın askıya alındığı bir kiriştir.Malzeme, yerçekimi veya bir besleyici tarafından kovaya beslenir. Kovada belirtilen malzeme ağırlığına ulaşıldığında, döner kol yön değiştirir, malzeme beslemesi durur ve kova boşaltılır.
Daha az yaygın olarak, önceden belirlenmiş bir ağırlığa ulaşıldığında etkinleştirilen ve daha fazla malzeme beslemesini kapatan sensörlerle donatılmış, otomatik dengelemeli veya okumaların uzaktan iletilmesi ve kaydedilmesi ile teraziler, otomatik porsiyon terazileri olarak kullanılır.

Otomatik toplu dağıtıcılar, belirli bir bileşimin karışımlarını oluşturmak için kullanılır ve malzeme tedarikini kontrol eden bir otomasyon sistemi ile donatılmış, okumaların uzaktan iletilmesi ve kaydedilmesi ile otomatik dengelemeye sahip geleneksel terazilerdir.Toplu dağıtıcıların son yükü birkaç gramdan birkaç tona kadardır. Doğruluk sınıfı 1b ve altı.
Bantlı konveyörler (konveyör kantarları) veya yerçekimi (dinamik teraziler) ile taşınan dökme malzemelerin toplam miktarını belirlemek için otomatik sürekli teraziler kullanılır.
Bantlı konveyörlerde malları tartmak için bant kısmı, bir tartı platformuna veya sensörlere (elektrik voltajı, pnömatik, vb.) Monte edilmiş makaralı desteklere dayanır.
Teraziden geçen yükün kütlesinin toplam değeri, anlık yük değeriyle orantılı bir sinyalin çarpımı ile bant hızıyla orantılı bir sinyalin entegre edilmesiyle belirlenir (örneğin, takojeneratör gerilimi).
Yerçekimi ile dikey olarak taşınan malların kütlesinin tam olarak belirlenmesi için, bir malzeme akışının eğimli bir plakaya verdiği tepkinin veya bir pervane üzerinde yatay bir düzlemde dönen bir elektrik motorunun (ancak bir tür santrifüj) tepkisinin ölçülmesi ilkesi fan) yüklü malzeme akışında kullanılır. Tepkiyi ölçmek için kuvvet kompanzasyonu kullanılır.
Sürekli etkili otomatik teraziler, belirli bir iş hacmine (veya birden çok besleyici aynı anda çalışırken belirli bir iş hacmi oranına) ulaşmak için malzeme akışını otomatik olarak ayarlamak için kullanılır. Malzeme tüketimini düzenleyen besleyicilerin otomatik kontrol sistemi ile donatılmış, sürekli çalışan otomatik terazilerdir.

Çoğu zaman, sürekli dağıtıcılar, bir ağırlık kaldıraç sistemi veya sensörler (elektrikli gerinim ölçer, pnömatik) üzerinde desteklenen ve titreşimli bir besleyiciyi kontrol eden kısa bir bantlı konveyör şeklinde kullanılır. Malzeme tüketimini düzenleyen bir tartı cihazı tarafından desteklenen bir tank (kova) şeklindeki dozlayıcılar da kullanılır, böylece kepçenin ağırlığındaki azalma hızı belirtilene karşılık gelir.
Ürünleri (paketleri) ağırlığa göre sıralamak için otomatik sıralama terazileri kullanılır. Doğruluğu ve performansı iyileştirmek için, kontrol edilen ürünün ağırlığının standarttan sapmaları genellikle ölçülür. Sapma miktarı, kuvvet dengelemeli bir elektrodinamik sistem tarafından ölçülür. Hafif (birkaç g mertebesinde) ürünleri tasnif etmek için yapay (merkezkaç) bir hızlandırma alanı (santrifüjlü tasnif terazileri) yaratılır.
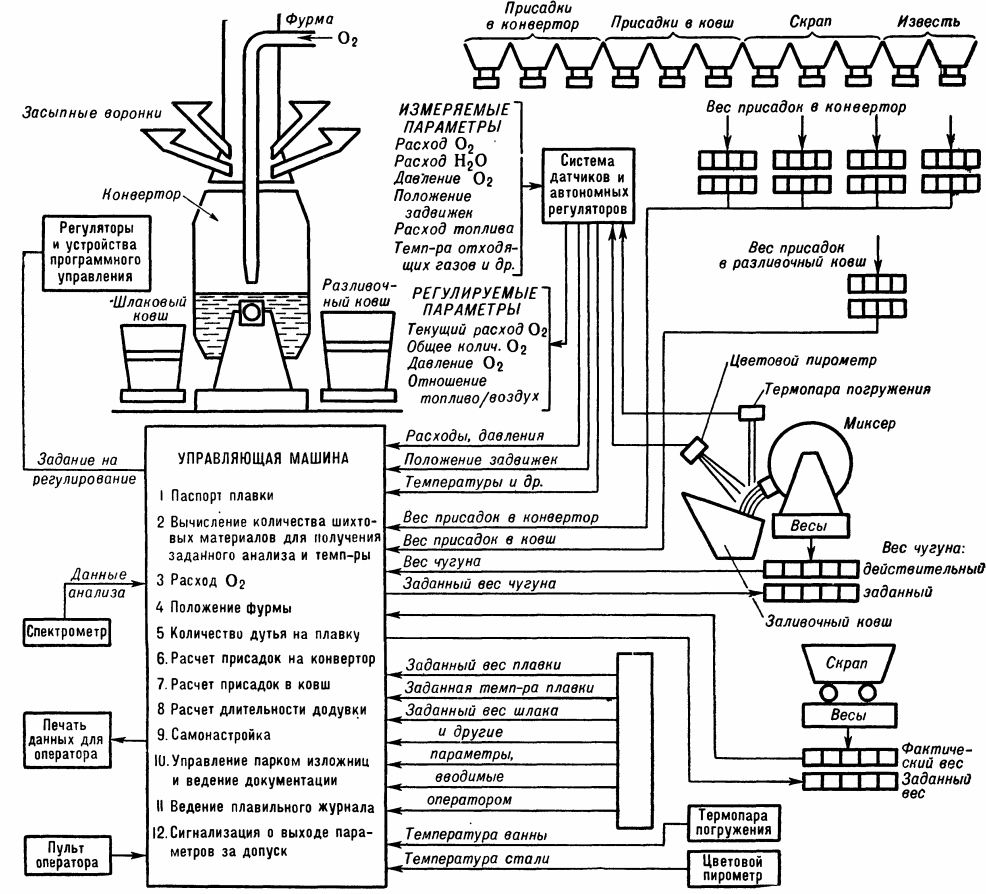
Bir dönüştürücü atölyesinin otomasyon şemasında otomatik tartım cihazlarının kullanımına bir örnek:
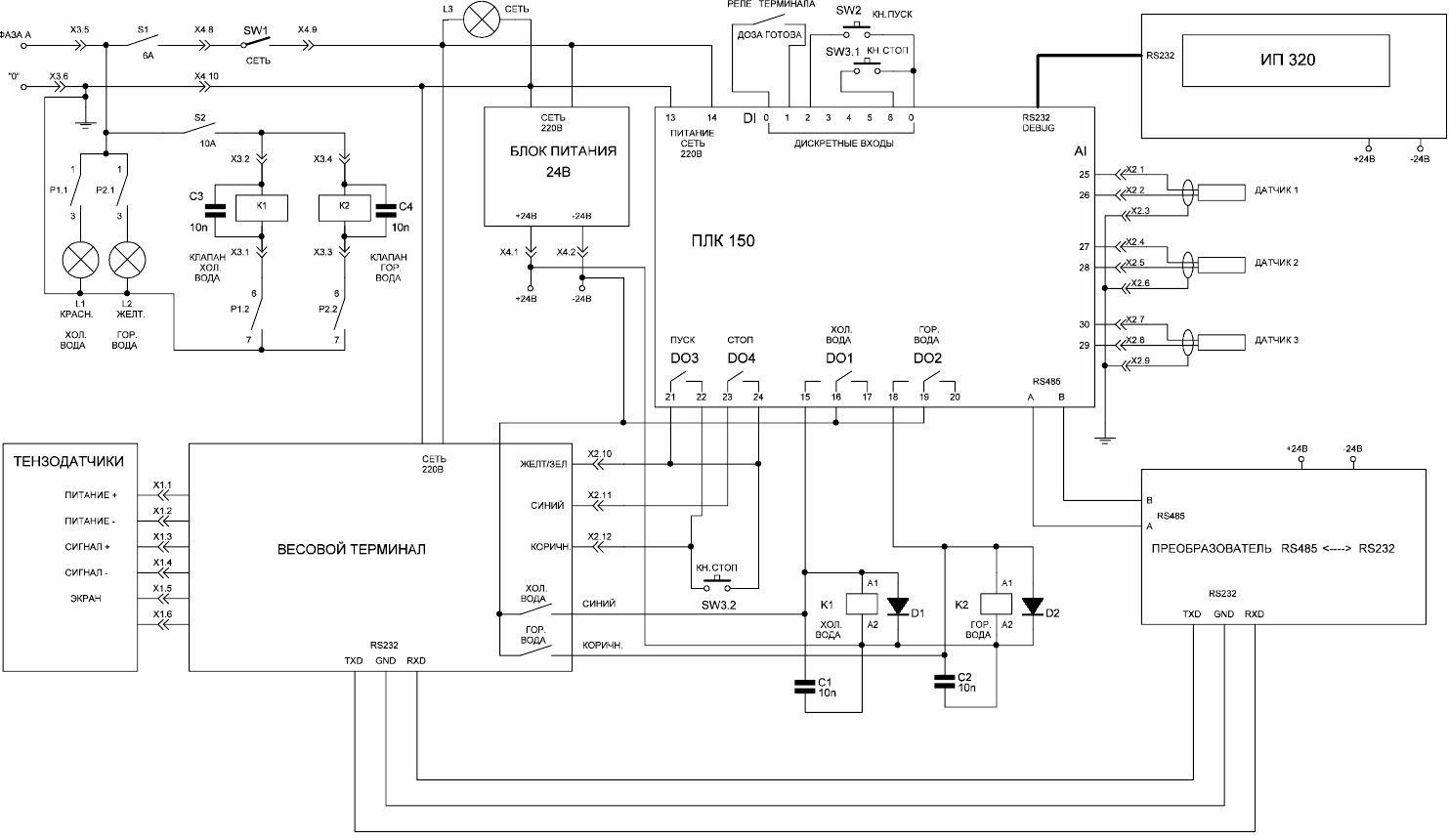
Modern bir PLC otomatik su dağıtım kabininin şematik diyagramı: