Programlanabilir kontrolörler için program hazırlama ve derleme prosedürü
Ekipman kontrol fonksiyonları, proses teknolojisi ve organizasyon tarafından belirlenir. Bu nedenle, genel olarak, her birim veya site için oldukça spesifik ve bireyseldirler. Bununla birlikte, otomasyon sistemleri için verimli, mobil ve esnek yazılım geliştirme sorunu ortaya atıldığında ve çözüldüğünde, karmaşık kontrol fonksiyonları genellikle "etkinleştirme", "devre dışı bırakma", "uygulama gecikmesi" vb. gibi bir dizi basit temel eylem olarak temsil edilir. .
Bu konumlardan, kontrol işlevlerinin çoğu, herhangi bir görev için oldukça yaygın olan mantıksal ve düzenleyici olmak üzere ikiye indirgenebilir. İlki, genel zaman eylem algoritması olarak bilinir ve ikincisi, zaman parametresi olarak bilinir. Teknolojik ekipmanı kontrol etmek için bu tür tipik fonksiyonların en genel sunumu, Şek. 1, bir ve b.
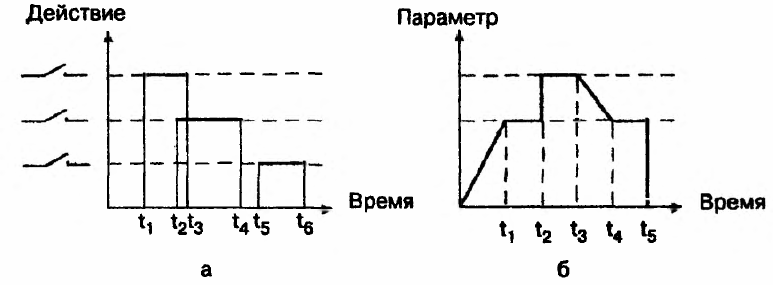
Pirinç. 1. Proses ekipmanının tipik kontrol fonksiyonları
Teknolojik ekipmanın her bir özel örneğinde uygulanan kontrol fonksiyonlarının nicel özelliklerinin analizine dayanarak, teknik gereksinimler formüle edilebilir. programlanabilir bir mantık denetleyicisine (PLC) doğruluk, hız, çözülecek paralel görevlerin sayısı, bellek miktarı, çevresel ekipmanın bileşimi, diyalog araçları vb. açısından bir kontrol aracı olarak.
IEC 61131-3 standardı, PLC pazarındaki dünya liderlerinin en başarılı tescilli geliştirmelerinin araştırılmasından kaynaklanan 5 programlama dilini tanımlar:
-
röle kontak devrelerinin dili (RKS) veya merdiven diyagramları LD (ladder diagram),
-
fonksiyon blok diyagramı (FBD) dili, FBD (fonksiyon blok diyagramı),
-
IL (komut listesi) dili — akümülatör ve etiket geçişlerine sahip tipik birleştirici,
-
ST (Structured Text) dili üst düzey bir metin dilidir,
-
SFC (Sıralı Fonksiyon Tablosu) çizelgeleri. SFC, kökenini Petri ağlarına borçludur.
PLC dilleri çok orijinaldir ve iyi bilinen bilgisayar programlama dillerinden önemli ölçüde farklıdır.
Standart, PLC geliştiricilerini tüm programlama dillerini uygulamak zorunda bırakmaz. Tipik olarak, küçük PLC üreticileri birden çok veya tek bir dil uygular. Birçok yönden, belirli bir programlama dilini kullanma önceliği, endüstrinin veya uygulama alanının tarihsel olarak yerleşik geleneklerine bağlıdır.
Programlama dillerinin ve PLC modelinin standardizasyonu, bir programlama dilinden bir makine diline çeşitli düzeylerde geçişi sağlayan PLC'ler için programlama sistemlerinin tasarımıyla uğraşan uzman şirketlerin ortaya çıkmasına neden oldu:
-
bir programa girerken;
-
render alırken;
-
ayrı bir komut veya program alanını değiştirirken veya taşırken;
-
sözdizimi hataları algılandığında ve operatöre sinyal verildiğinde.
Bu görevleri gerçekleştirmek için, programlama sistemi yerel modda, yani kontrolörden bağımsız olarak başarılı bir şekilde çalışabilir. Bu, programcıya bir üretim atölyesinde değil, yani yaratıcı süreç için daha elverişli bir ortamda değil, herhangi bir uygun yerden bir program yazma fırsatı verir. Modelleme olasılığı, programda hata ayıklama sürecini büyük ölçüde kolaylaştırır ve iş organizasyonunu geliştirir.

Programlanabilir kontrolörler için hazırlık ve programlamanın ana aşamaları aşağıdaki gibidir:
1. Kontrol edilen sistemin (kontrol nesnesi) ne yapması gerektiğini, kontrol sistemi tarafından gerçekleştirilen kontrol amaçlarını ve diğer ek işlevleri, sensörlerin ve kontrol cihazlarının zamana ve durumuna göre aktüatörler tarafından gerçekleştirilen işlem sırasını belirleyin.
2. Programın algoritmasını grafik biçiminde oluşturun.
3. Sahayı yönetmek için gereken sensörleri, kontrol cihazlarını, aktüatörleri, alarmları ve diğer ekipmanı bağlamak için hangi modüllerin gerekli olduğunu belirleyin.
Modülleri seçerken, giriş / çıkış sinyallerinin parametrelerini (gerilim ve akım seviyeleri) ve modüllerin işlevselliğini analiz edin. Kullanım olasılığına dikkat edin akıllı modüller, giriş sinyallerinin ön işlemesini ve programlamanın karmaşıklığını büyük ölçüde azaltacak bazı yerel kontrol işlevlerini gerçekleştirebilen.
4.Kontrol nesnesinin tüm giriş ve çıkış cihazlarını ve kontrol sürecinde kullanılan ekipmanı kontrolör modüllerine bağlamak için bir diyagram veya tablo yapın.
5. PLC programlama dillerinden birinde belirli bir işlem sırasını, bunların ara bağlantısını gerçekleştiren ve olası acil durumları geliştiren bir program yazın.
6. Programda sözdizimi hataları olup olmadığını kontrol edin ve düzeltin ve ardından çalışma zamanı hataları için uygun düzeltmeleri yapın.
7. Programı ve gerekli tüm çalışma parametrelerini kontrolöre yazın.
8. Kontrol sistemi tam olarak monte edildikten sonra, programı gerçek kontrol sürecinde kontrol edin ve gerekirse daha hassas ayarlar yapın.
9. Son programın iki kopyasını kaydedin ve ayrı yerlerde saklayın.