Kontrol sistemlerinin çalışma algoritmasına göre sınıflandırılması
 Kontrol edilen değişkenin değeri ve değişiminin doğası, daha önce gördüğümüz gibi, bir dizi faktöre bağlıdır: ortamın etkisi, zaman, rahatsız edici etki, vb. bu faktörler.
Kontrol edilen değişkenin değeri ve değişiminin doğası, daha önce gördüğümüz gibi, bir dizi faktöre bağlıdır: ortamın etkisi, zaman, rahatsız edici etki, vb. bu faktörler.
Herhangi bir otomatik sistem, işleyen algoritmasının doğası (yeniden üretim yasası), kontrol algoritmasının doğası ve kendini uyarlama yeteneğinin varlığı (yokluğu) ile belirlenir. Bu karakterler, otomatik sistemlerin sınıflandırılmasının temelini oluşturur.
İşleyen algoritmanın doğası gereği, otomatik sistemler dengeleme, izleme ve yazılıma ayrılır.
V stabilizasyon sistemlerinde herhangi bir bozucu etki için ayarlanabilir y değeri F(f), kontrolör sabit tutulur ve y = yo + Δy toleransları dahilinde verilen yo değerine eşit tutulur,
nerede Δy - sisteme etki eden F(t) bozukluğunun büyüklüğüne bağlı olarak kontrol edilen değerin sapması.
Bu tür sistemlerde ayarlama eylemleri x(t) sabittir, önceden belirlenmiş değerlerdir: x(t) = sabit.
Otomatik stabilizasyon sistemleri, statik ve statik düzenleme prensibine göre uygulanabilir. Daha fazla ayrıntı için buraya bakın: Astatik ve statik düzenleme.
EVET takip sistemleri Otomatik kontrol sistemleri, keyfi bir kanuna göre değişen bir giriş değerinin yeniden üretiminin sistem çıkışında kabul edilebilir bir hata ile gerçekleştirildiği sistemleri içerir.
Bir izleme sistemi için çoğaltma yasası aşağıdaki biçimde yazılabilir: y = x veya y = kx,
x, zamana veya diğer parametrelere bağlı olan ve genellikle önceden bilinmeyen isteğe bağlı bir girdi miktarı olduğunda, k bir ölçek faktörüdür.
Servo sistemlerde, kontrol sistemlerinde kullanılan terminolojiden farklı bir terminoloji kullanılır: "düzenleme" yerine "izleme", "işlem sonu" - "çalışma", "giriş değeri" - "öncü değer" derler. , «çıkış değeri» — «alt değer».
İncirde. Şekil la, bir servo sistemin örnek bir blok diyagramını göstermektedir.
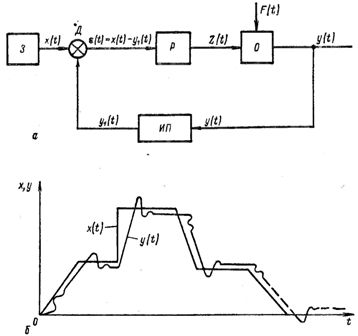
Pirinç. 1. Servo sistemin giriş ve çıkışının açısal yer değiştirmesindeki değişikliklerin blok diyagramı (a) ve diyagramı (b): 3 — tahrik elemanı, D — hizasızlık sensörü, P — kontrolör, O — nesne, MT — ölçüm ve dönüştürme öğesi.
İzleme sisteminin ana elemanı, köle ve ana değerler arasındaki tutarsızlığı (hata) belirleyen tutarsızlık sensörü D'dir. Bağımlı değer y, MF'nin ölçüm dönüştürme elemanı tarafından ölçülür ve ana değer x düzeyine getirilir.
Tutarsızlık sensörü D, ana eleman 3'ten gelen ana değer x ile bağımlı değer y arasındaki uyuşmazlığın değerini ayarlar ve nesne üzerinde bir düzenleme eylemi Z (t) oluşturan denetleyici P'ye bir sinyal gönderir. Düzenleyici, ortaya çıkan uyumsuzluğu sıfıra indirmeye çalışır. Bunu köle değerinin ana ayar noktasından bir sapması takip eder.
İncirde. 1, b, izleme sisteminin ana x ve bağımlı y değerlerindeki değişimin yaklaşık bir diyagramını gösterir.
Kontrol edilen değişkeni y belirli, önceden belirlenmiş bir yasaya göre yapan otomatik sistemlere yazılım kontrol sistemleri denir.
Bir yazılım sisteminin yeniden üretim yasası, denklemle ifade edilebilir.
y = x (T),
burada x (T), sistemin yeniden üretmesi gereken ayarlanmış (önceden bilinen) bir zaman işlevidir.
Bu tür sistemlerde, x (t) ayarının değerini gerekli belirli bir yasaya göre değiştirmek için özel bir cihaza - bir dedektöre sahip olmak gerekir.

Kontrol algoritmasının doğası gereği, otomatik sistemler, açık döngülü otomatik sistemler (açık kontrol döngüsü) ve kapalı döngülü otomatik sistemler (kapalı kontrol döngüsü) olmak üzere ikiye ayrılır.
Otomatik uyarlamalı sistemler, kendi kendine uyarlanan veya kendi kendini ayarlayan sistemler ve kendi kendini ayarlamayan sistemler olarak ikiye ayrılır. Öz uyarlamalı sistemlerin yeni bir sistem türünü temsil ettiğine ve bu tür bir sistemin tüm kavramlarının tam olarak oluşturulmadığına dikkat edilmelidir, bu nedenle farklı ders kitaplarında farklı adlara sahiptirler,
Tüm üretim tesisleri, üretim operasyonunun enerji tüketimi, üretkenliği ve kalitesi açısından en uygun şekilde çalışmalıdır.

Bu tür tesisleri otomatikleştirirken, üretim tesisinin optimum modda çalışması için otomatik olarak düzenlenmesini sağlayabilecek özel cihazlara sahip olmak gerekir. Bu tür özel cihazlara otomatik ayar sistemleri veya kendi kendini ayarlayan kontrol sistemleri denir.
Bu sistemler, üretim birimini değişen çalışma koşullarına otomatik olarak uyarlar, örn. yönetilen nesnenin değişen özelliklerine (bozukluklardaki değişiklikler) ve onu en uygun modda çalıştırmaya; bu nedenle, otomatik ayar sistemlerine genellikle optimal veya aşırı kontrol sistemleri denir.
Bu tür sistemlerin kullanılması, tesisin üretkenliğini artırmayı, ürün kalitesini iyileştirmeyi, üretim birimi başına işçilik maliyetlerini düşürmeyi vb. mümkün kılar. Gelecekte, birçok otomatik kurulum otomatik kurulum sistemlerine sahip olacaktır.