Kusurların manyetik tespiti: çalışma prensibi ve uygulama, defektoskopun şeması ve cihazı
Manyetik veya manyetik toz kusur algılama yöntemi, ferromanyetik parçaları, yüzey çatlakları veya boşlukları gibi kusurların yanı sıra metal yüzeyin yakınında bulunan yabancı kalıntıların varlığı açısından analiz etmek için kullanılır.
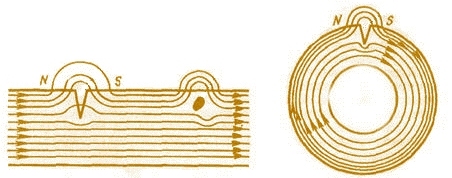
Bir yöntem olarak kusurların manyetik tespitinin özü, manyetik akı parçanın içinden geçerken kusurun içeride olduğu yerin yakınındaki parçanın yüzeyindeki dağınık manyetik alanı sabitlemektir. Kusurun yerinde olduğu için manyetik geçirgenlik Aniden değişirse, manyetik alan çizgileri kusur yerinin etrafında bükülür ve böylece konumunu verir.
Yüzey kusurları veya yüzeyin 2 mm altına kadar derinlikte bulunan kusurlar, manyetik alan çizgilerini parça yüzeyinin ötesine "iter" ve bu konumda yerel olarak dağılmış bir manyetik alan oluşur.
Ferromanyetik tozun kullanılması, kusurun kenarlarında görünen kutuplar parçacıklarını çektiğinden saçılan alanın düzeltilmesine yardımcı olur. Oluşan çökelti, kusurun boyutundan birçok kez daha büyük bir damar şekline sahiptir. Uygulanan manyetik alanın gücüne, kusurun şekline ve boyutuna bağlı olarak, bulunduğu yerden belirli bir çökelti şekli oluşur.
Çatlak veya kabuk gibi bir kusurla karşılaşan iş parçasından geçen manyetik akı, büyüklüğünü değiştirir çünkü malzemenin manyetik geçirgenliği bu yer diğerlerinden farklı çıkıyor, bu nedenle manyetizasyon sırasında toz kusurlu bölgenin kenarlarına çöküyor.
Manyetit veya demir oksit Fe2O3 tozları manyetik tozlar olarak kullanılır. Birincisi koyu renklidir ve açık renkli parçaların analizinde kullanılır, ikincisi ise kahverengimsi kırmızı renktedir ve koyu yüzeyli parçalardaki kusurları tespit etmek için kullanılır.
Toz oldukça incedir, tane boyutu 5 ila 10 mikron arasındadır. 1 litre sıvıya 30-50 gram toz oranında kerosen veya trafo yağı bazlı bir süspansiyon, manyetik kusurların başarılı bir şekilde iletilmesini mümkün kılar.
Kusur, parça içinde farklı şekillerde bulunabileceğinden, mıknatıslanma farklı şekillerde yapılır. İş parçasının yüzeyine dik veya 25 ° 'den fazla olmayan bir açıda bulunan bir çatlağı net bir şekilde belirlemek için, bobinin manyetik kayışındaki parçanın akımla kutup mıknatıslanmasını kullanın veya parçayı iki kutup arasına yerleştirin güçlü bir kalıcı mıknatıs veya elektromıknatıs.
Kusur yüzeye daha keskin bir açıda, yani neredeyse uzunlamasına eksen boyunca yerleştirilmişse, manyetik alan çizgilerinin kapalı eşmerkezli daireler oluşturduğu enine veya dairesel mıknatıslanma ile açıkça tanımlanabilir, bunun için akım geçer doğrudan parça içinden veya test edilecek parçadaki bir deliğe sokulan manyetik olmayan bir metal çubuk aracılığıyla.
Farklı yönlerdeki kusurları tespit etmek için, iki manyetik alanın aynı anda dikey olarak hareket ettiği birleşik mıknatıslanma kullanılır: enine ve boyuna (kutup); dolaşan bir mıknatıslama akımı da akım bobinine yerleştirilen kısımdan geçer.
Kombine manyetizasyonun bir sonucu olarak, manyetik kuvvet çizgileri bir tür kıvrımlar oluşturur ve yüzeye yakın parçanın içinde farklı yönlerdeki kusurların tespit edilmesini mümkün kılar. Kombine mıknatıslanma için, uygulanan bir manyetik alan kullanılır ve hem uygulanan manyetik alanda hem de kalıcı mıknatıslanmanın manyetik alanında kutup ve dairesel mıknatıslanma kullanılır.
Uygulanan bir manyetik alanın kullanılması, birçok çelik gibi yumuşak manyetik malzemelerden yapılmış parçalardaki kusurların tespit edilmesini mümkün kılar ve artık manyetik alan, yüksek karbonlu ve alaşımlı çelikler gibi sert manyetik malzemelere uygulanabilir.
Kusurları tespit ettikten sonra, parçalar tarafından manyetikliği giderilir alternatif manyetik alan… Böylece, doğru akım doğrudan kusur algılama işlemi için ve alternatif akım demanyetizasyon için kullanılır. Manyetik defektoskopi, incelenen parçanın yüzeyinden 7 mm'den daha derin olmayan kusurların tespit edilmesini sağlar.
Demir dışı ve demir içeren metallerden yapılmış parçalarda manyetik kusurlar oluşturmak için, uygulanan bir manyetik alanda gerekli mıknatıslama akımının değeri çapla orantılı olarak hesaplanır: I = 7D, burada D, parçanın milimetre cinsinden çapıdır, I akımın gücüdür. Kalan mıknatıslanma bölgesindeki analiz için: I = 19D.

PMD-70 tipi portatif kusur dedektörleri, endüstride yaygın olarak kullanılmaktadır.
Bu evrensel bir kusur dedektörüdür. 7 kW gücünde 220 V ila 6 V düşürücü transformatör içeren bir güç kaynağı bölümünden ve ayrıca otomatik dönüştürücü ve bulamaç banyosundan hareketli kontak, kontak pedi, uzak kontaklar ve bobin dahil olmak üzere mıknatıslama parçasından anahtarlama, ölçüm, kontrol ve sinyal cihazlarından 220V ila 36V başka bir transformatör.
B anahtarı kapatıldığında, K1 ve K2 kontakları aracılığıyla AT ototransformatörüne akım verilir. AT ototransformatörü, düşürücü trafo T1 220V'yi, doğrultulmuş voltajın kenetleme mıknatıslama kontaklarına H beslendiği sekonder sargısından, manüel kontaklara P ve kenetleme kontaklarına takılı bobine 6V'a besler.
T2 trafosu ototransformatöre paralel bağlandığından, B anahtarı kapatıldığında, akım T2 trafosunun birincil sargısından da akacaktır. CL1 sinyal lambası, cihazın ağa bağlı olduğunu gösterir, CL2 sinyal lambası, T1 güç trafosunun da açık olduğunu gösterir. Anahtar P'nin iki olası konumu vardır: 1 konumunda — uygulanan bir manyetik alandaki kusurları tespit etmek için uzun süreli mıknatıslanma, 2 konumunda — artık mıknatıslanma alanında anlık mıknatıslanma.
PMD-70 kusur dedektörünün şemasına göre:
B — paket anahtarı, K1 ve K2 — manyetik başlatıcının kontakları, RP1 ve RP2 — kontakları, P — anahtarı, AT — ototransformer, T1 ve T2 — düşürme transformatörleri, KP — manyetik başlatıcının kontrol bobini, KR — ara röle bobini , VM — manyetik anahtar, SL1 ve SL2 — sinyal lambaları, R — manuel mıknatıslama kontakları, H — mıknatıslama kıskaç kontakları, M — mikro anahtar, A — ampermetre, Z — zil, D — diyot.
Anahtar P 1 konumunda olduğunda, mikro anahtar M kapanır, manyetik yol verici KP'nin kontrol bobini, ikincil sargısı onu besleyen transformatör T1'e ve ara röle RP1'in kontaklarına bağlanır. Devrenin kapalı olduğu ortaya çıktı. Başlatma cihazı, K1 ve K2 kontaklarının kapanmasına, güç bölümünün ve bununla birlikte mıknatıslama cihazlarının güç almasına neden olur.
P anahtarı 2 konumunda olduğunda, KR ara rölesinin bobini marş bobinine paralel olarak açılır. Mikro anahtar kapatıldığında, kısa devre kontağı kapanır, bu da ara rölenin açılmasına, RP2 kontaklarının kapanmasına, RP1 kontaklarının açılmasına, manyetik yolvericinin bağlantısının kesilmesine ve K1 ve K2 kontaklarının açılmasına neden olur. İşlem 0,3 saniye sürer. Mikro anahtar kapanana kadar, kısa devre kontağı RP2 kontaklarını bloke ettiği için röle kapalı kalacaktır. Mikro anahtarı açtıktan sonra sistem orijinal durumuna geri döner.
Mıknatıslama cihazlarının akımı, akım değerini 0 ila 5 kA arasında ayarlayarak AT ototransformatörü kullanılarak ayarlanabilir.Mıknatıslandığında, zil 3 bip sesi çıkarır.Mıknatıslama akımı sürekli akıyorsa sinyal sürekli olacak ve SL2 sinyal lambası aynı modda çalışacaktır. Kısa süreli güç kaynağı olması durumunda zil ve lamba da kısa süre çalışacaktır.