Doğru akım elektrik makinelerinin fırçaları ve fırça tutucuları: amaç, malzeme, tipler ve cihaz
Elektrik motorlarında ve jeneratörlerde çoğu zaman cihazın sabit ve dönen parçaları arasında elektrik bağlantısının kurulması gerekir.
Bir elektrik makinesinin stator (yani sabit) ana sargısı durumunda, harici bir sabit elektrik sistemini bağlamak için ondan kollar düzenlemek kolaydır, ancak bir rotor (yani dönen) ana sargısı durumunda, ana sargı olur. kayan bir elektrik kontağı ayarlamak gereklidir, çünkü aksi halde rotor sargısı mevcut değildir.
Elektrikli kayar kontak iki şekilde uygulanabilir: halka kayar kontak veya toplayıcı kayar kontak olarak. Her iki durumda da, bir elektrikli makinenin çalışması, özel cihazlar - fırçalar gerektirir.
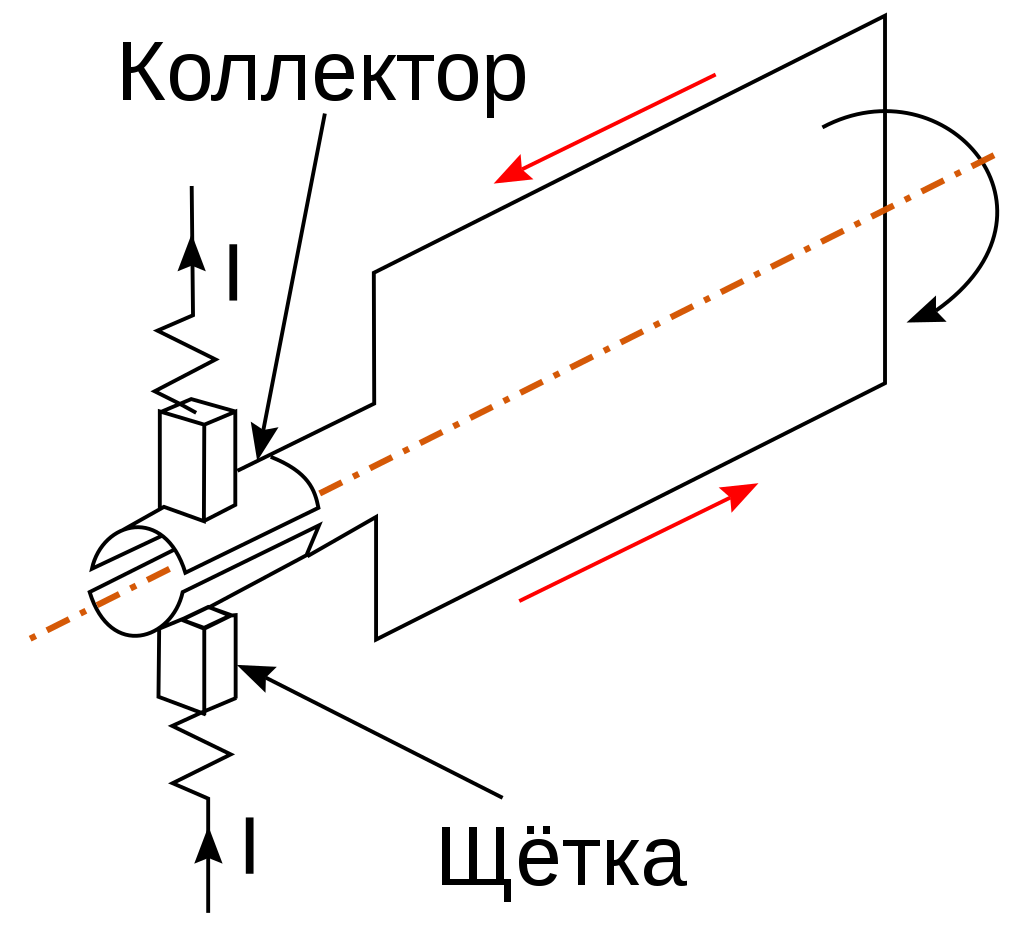
İlk elektrikli makinelerde fırçalar, adını aldıkları bakır levhalardan veya ince tellerden oluşan bir paketti.
Modern makinelerin fırçaları, kömür, grafit veya bakır tozlarından preslenmiş küplerdir ve bu nedenle, adlarının hakkını veremezler, ancak bu fırçalar arkalarında kalır.
19. yüzyılın sonlarında ilk DC makinelerde işini çok iyi yapan bakır, demir ve bronz fırçaların sürtünme açısından pek iyi malzemeler olmadığı ortaya çıktı. Çabuk yıpranırlar ve yeni makine tasarımlarında yerini kömür ve grafit alır.
Şu anda DC makineleri için neredeyse özel olarak kullanılır grafit katkılı karbon fırçalar, grafit yüzdesine ve fırçaların yapılma şekline bağlı olarak, karbon-grafit, grafit veya elektrograf adlarını taşır. Sadece düşük voltajlı makineler için, 30 V'a kadar, temas (geçiş) katmanında daha düşük voltaj düşüşü sağlayan metal-karbon fırçalar kullanılır. toplayıcı üzerinde.
Karbon fırçalar çeşitli oranlarda saf grafit, retort karbon ve karbon siyahından yapılmıştır. Kömür, sürttüğü yüzeye zarar vermeyen ve çabuk aşınmayan, kendi kendini yağlayan bir malzemedir.
grafit fırçalar saf doğal grafitten yapılmıştır. Grafit ince bir toz halinde ezilir ve daha sonra çok yüksek basınç altında istenen boyutta çubuklar halinde preslenir. Kömür ve grafit mükemmel elektrik iletkenleridir.
Elektrografit fırçalar Esas olarak karbon fırçalardır, ancak bir elektrikli fırında yüksek sıcaklıklara maruz bırakılır ve böylece grafite dönüştürülürler. Bu fırçalar çok iyi taşlama özelliklerine sahiptir.
Karbon fırçalar ince bir toz haline getirilmiş kömür ve bakırdan yapılmış, bazen başka bir ezilmiş metal (çoğunlukla kalay) ilavesiyle.
Bu fırçaların üretimi, fırçanın makinenin çalışma akımının geçtiği eksenel yönde mümkün olan en iyi iletkenliğe, içinde bulunduğu enine yönde zayıf iletkenliğe (yüksek elektrik direnci) sahip olacak şekilde gerçekleştirilir. dahil edilen bölümlerin ek akımları komütasyon sırasında kapatılır.
Elektrikli makine fırçaları standardize edilmiştir. Sertlik, kontakta geçici voltaj düşüşü ve izin verilen akım yoğunluğu ile karakterize edilirler.
Yüz yıldan daha eski olan bu enerji iletim teknolojisi günümüzde hala yaygın olarak kullanılmaktadır. Karbon fırçalar birçok elektrik motorunda hala bulunabilir. Küçük motorlardan başlayarak oyuncaklarda, elektrikli mutfak aletlerinde, elektrikli camlarda, tıraş makinelerinde, çamaşır makinelerinde, saç kurutma makinelerinde, elektrikli süpürgelerde veya elektrikli aletlerde (elektrikli matkaplar, açılı taşlamalar, frezeler, daire testereler vb.),
Fırçalar ayrıca elektrikli lokomotiflerde, denizaltılarda ve elektrik santrali jeneratörlerinde ve ayrıca rüzgar türbinlerinde büyük doğru akım makinelerinde kullanılır. Buna göre karbon fırçaların geometrik ve elektriksel özellikleri farklıdır.
Kolektördeki fırçaların montajının (toplayıcının silindirik yüzeyini oluşturan) bölge sayısı genellikle makinenin kutup sayısına eşittir. Her bölgedeki fırça sayısı, akımın değerine ve belirli bir fırça türü için izin verilen fırça altındaki akım yoğunluğuna bağlıdır, ancak bölge başına ikiden daha az fırça yalnızca çok küçük makinelerde bulunabilir, çünkü başına bir fırça fırça temasının güvenilirliğini sağlamak zordur.
Aynı bölgede kalan fırçalara bölge fırça seti denir ve belirli bir makinenin tüm bölge setlerinden oluşan sete tam fırça seti denir.
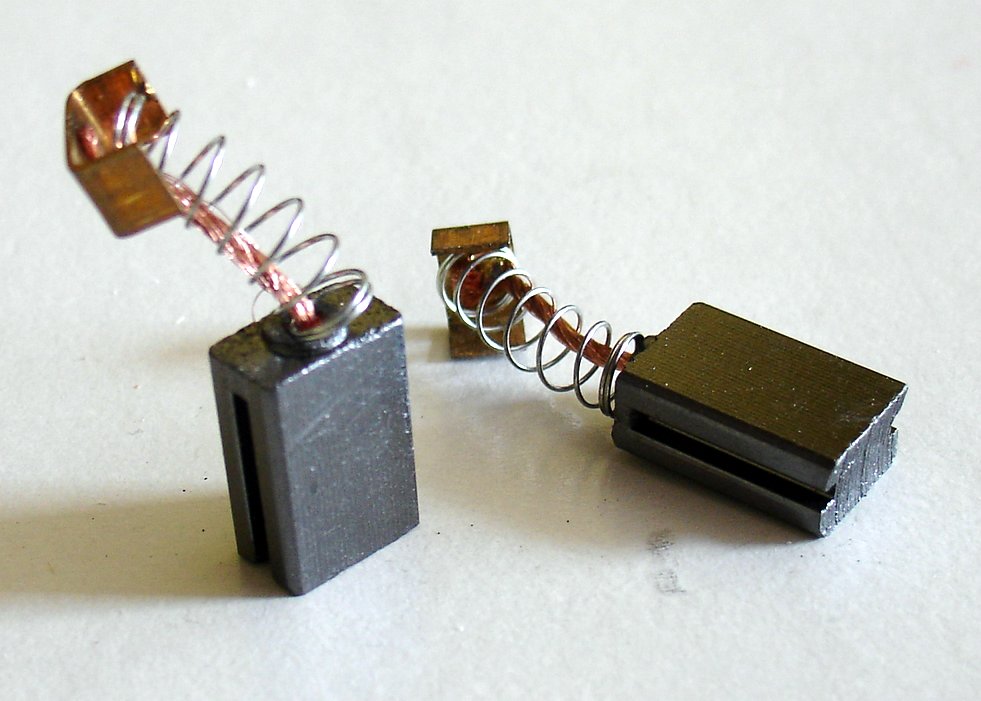
Fırçaların toplayıcı ile temasın tersi taraftaki uç yüzeyi genellikle bakır kaplı, bazen kalaylıdır. Fırça tarafından çekilen küçük bir akımda, fırçanın fırça tutucu ve sıkıştırma yayı ile temas yüzeyi tarafından akım tahliyesi için yeterince tatmin edici koşullar sağlanır.
Büyük fırçalar, üzerine sıkıca oturtulmuş bakır sacdan yapılmış başlıklar ve bunlara bağlı teller, uygun kesitlere sahip yumuşak esnek kablolardan yapılmış, bir vida altında bir fırça tutucuya veya boşaltma amaçlı bir parçaya sabitlemek için uçlarla donatılmıştır. fırça akımı. İp fırça başlığına fırça kolu denir.
Fırçalar toplayıcıya göre sabit bir konumda tutulur fırça sahipleri, tasarımı çok çeşitlidir.
Elektrikli makine her iki dönüş yönü için tasarlanmışsa, fırçanın toplayıcının yarıçapı boyunca konumunu sağlayan radyal fırça tutucular kullanılır. Belirli bir dönüş yönüne sahip makinelerde, fırça tutucular genellikle fırçanın yarıçapa bir miktar eğimiyle kullanılır.
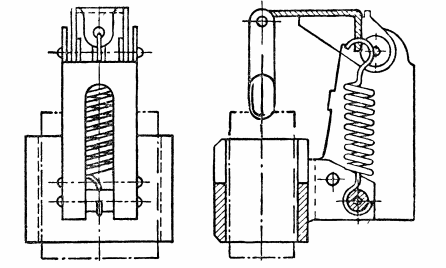
Düşük ve orta güçlü DC makineler için fırça tutucu
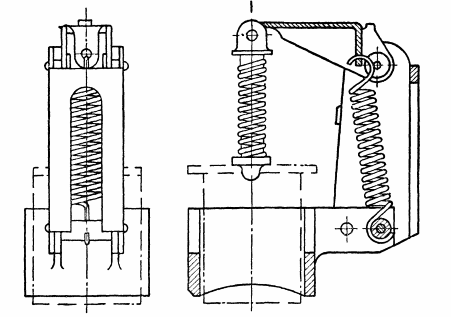
DC makinesi için büyük fırça tutucu
Tek bölgeli fırça tutucular, yuvarlak veya kare fırça parmaklarına veya fırça kelepçeleri… Farklı fırça alanlarından fırça parmakları veya kıskaçlar güçlendirilmiştir fırça destekleri veya fırça traverslerigüvenilir bir şekilde yalıtılmaları gerekir.
Buna karşılık, düz traversler ya yataklara ya da uç kalkanlara ya da boyunduruğa ya da son olarak bağımsız olarak makinenin taban plakasına (uzun toplayıcılar için) bağlanır.
Fırça desteğinin veya fırça çapraz kafasının karşılaması gereken önemli koşullar, kesinlikle titreşim olmaması, fırçaların kontrol edilmesi ve ayarlanması için erişilebilirlik, onarımlar için tek tek fırça tutucuların kolayca çıkarılması ve hassas montaj için tüm fırça sistemini aynı anda döndürme yeteneğidir. fırça tutucuların ve toplayıcının tam eşmerkezliliğini korurken doğru komütasyon konumu.
Fırçalar, fırça tutucular, parmaklar (veya kelepçeler) ve bir travers (veya destek), bir DC makinesinin sözde akım toplayıcısını oluşturur. Aynı polariteye sahip bölge fırça setleri arasındaki bağlantıları da içerir.
Akımı boşaltmak için, aynı ada sahip (yani aynı polariteye sahip, pozitif veya negatif) bölgelerin fırça parmakları ve kelepçeleri, karşılık gelen bölümün yalıtılmış bir teli ile elektriksel olarak birbirine bağlanır.
Bu şekilde, daha sonra uygun kesite sahip esnek kablolarla makinenin dış terminallerine bağlanan iki tam veya kısmi toplama halkası elde edilir. İkincisi, makinenin boyunduruğuna veya ana plakasına özel bir kenetleme tahtasına sabitlenir. Koruyucu bir kapakla kaplı terminal kartı, bir terminal kutusu oluşturur.
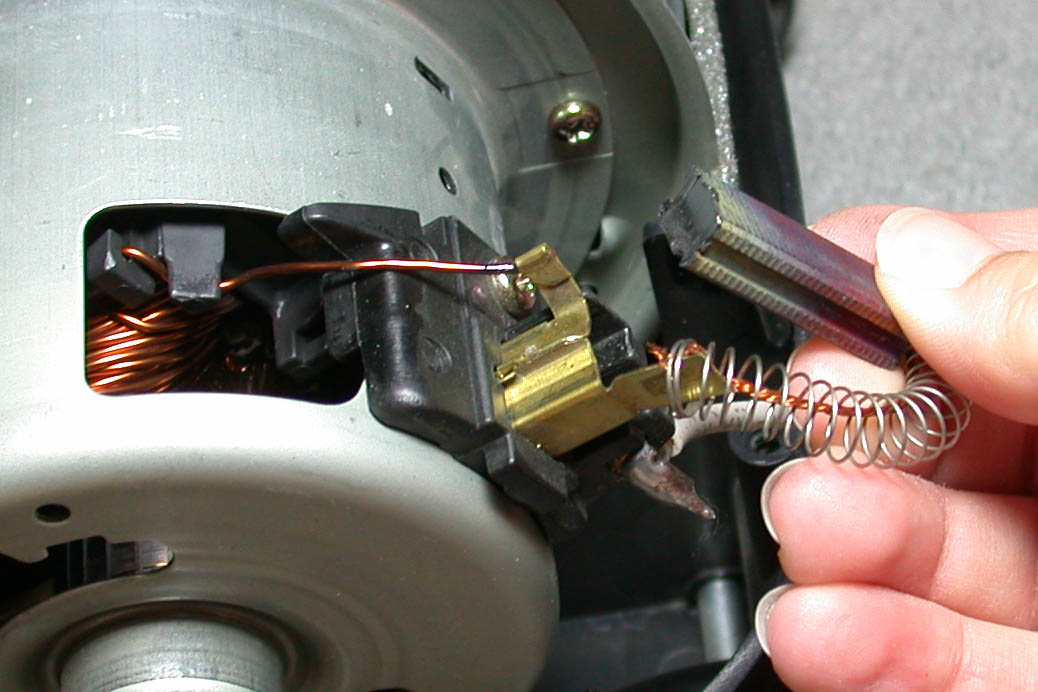
Doğru fırça uygulaması ve seçimi, uygun bakımla birleştiğinde, makine performansının artmasına ve duruş maliyetlerinin azalmasına neden olur.
Cihazın döndürülmesinden kaynaklanan sürtünme abraziv aşınmaya neden olduğundan, fırçalar periyodik olarak değiştirilmelidir.Bu sebepten dolayı, fırçasız motorlar.