Ölçüm aleti — sürmeli, mikrometre, metal pusula ve metal cetvel
Onarım çalışmalarını yürütme sürecindeki ana ölçüm araçları bir sürmeli, bir mikrometre, metal için bir çift pergel ve bir metal cetveldir.
Kumpas cihazı
Bir kumpas yardımıyla, doğrusal nicelikler milimetrenin onda birine kadar doğrulukla ölçülür. Şekilden de görebileceğiniz gibi, vernier, parçaların dış ve iç boyutlarının yanı sıra girintilerin boyutlarını da ölçmenizi sağlayan evrensel bir cihazdır.
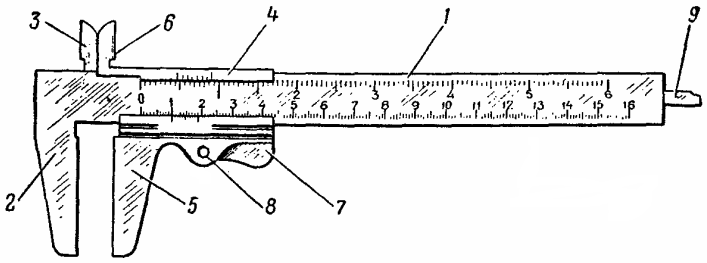
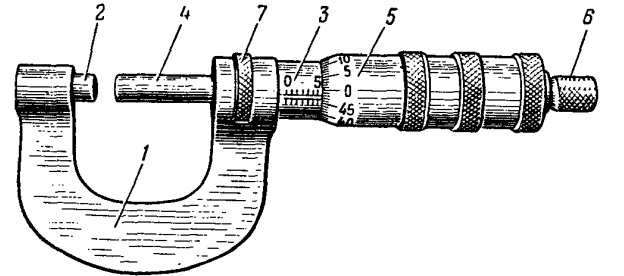
Pirinç. 1. Sürmeli: 1 — metrik cetvel, 2, 3 — sabit çeneler, 4 — sürgü, 5, 6 — hareketli çeneler, 7 — durdurucu, 8 — durdurucu eksen, 9 — cetvel.
Sabit çeneleri 2 ve 3 olan bir metrik cetvel 1 ve hareketli çeneleri 5 ve 6 olan bir sürgü 4 şeklinde bir çubuktan oluşur. Metrik cetvelin arka tarafında, içinde daha dar bir cetvelin 9 olduğu uzunlamasına bir oluk vardır. 4 - 5 genişlik mm'dir ve bir kaydırıcı 4 ile sıkıca sabitlenmiştir. Böylece, kaydırıcıyı metrik cetvel 1 boyunca hareket ettirdiğinizde, cetvel 9, metrik cetvelin sonunun ötesinde karşılık gelen değere gider.
Ölçüm sırasında sürgü 4'ün konumunu sabitlemek için, tapa 7'ye basılarak serbest bırakılan bir yaylı freni vardır (bazı kaliper tasarımlarında, tapa yerine konumunu sabitleyen bir vida takılır) sürmeli çerçeve). Motorda (4) verniyerin uygulandığı eğimli bir kesim vardır.
Vernier (Şekil 2), 9 mm uzunluğunda, her biri 0,9 mm olan 10 parçaya bölünmüş bir ölçektir. Kumpasın kızağının en sol konumunda çeneleri birbirine sıkıca oturmalı, metrik ve dar cetvellerin uçları aynı çizgide olmalı ve metrik cetvelin sıfır bölümü ilk satırla çakışmalıdır. sürmeli ( sürmeli ölçeğin onuncu kısmı, bölümün dokuzuncu ölçeğine denk gelmelidir).
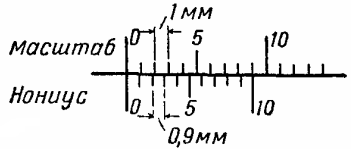
Pirinç. 2. Sürmeli bölmelerin oranı ve metrik cetvelin ölçeği
kumpas nasıl kullanılır
Ölçüm için parça kumpasın çeneleri arasına yerleştirilir. Kaydırıcıyı hareket ettirerek, çeneleri ölçülen parçanın yüzeyine sıkı bir şekilde oturacak şekilde azaltmak gerekir. Boyut, pergel başına aşağıdaki sırayla sayılır:
- verniyerin ilk risklerinin konumu, metrik cetvelin bölünmesine göre belirlenir;
- Verniyenin hangi riskinin (herhangi bir) metrik cetvelin riskiyle örtüştüğünü belirlemek;
- okuma, iki okumanın eklenmesiyle yapılır.
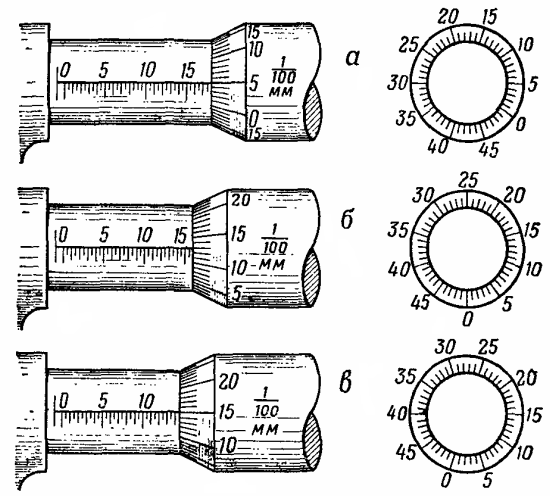
Örnek (Şekil 3, a). Verniyenin sıfır riski, metrik cetvelin 31. ve 32. bölümleri arasındadır ve dördüncü riski, cetvel üzerindeki bazı risklerle çakışır. Bu durumda ölçülen değer 31,4 mm olacaktır. Şekil 2'deki örneklerde verilen kumpas okumaları nelerdir? 3, b ve c?
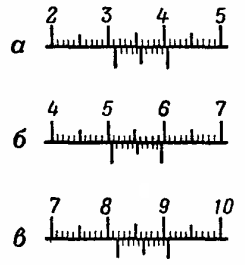
Pirinç. 3. Kumpas okumalarını sayma örnekleri
Cevap: b — 50,8 mm; h — 81,9 mm.
Verniye darbeden, mekanik baskıdan korunmalı ve hareketli parçaların aşınmasını ve tutukluk yapmasını önlemek için ince bir makine yağı tabakası ile yağlanmalıdır.
Son zamanlarda, dijital okuma cihazına sahip elektronik kumpaslar yaygın bir popülerlik kazanmıştır. Diğer sayaç türleri de burada tartışılmaktadır: Kalibre - türleri ve kullanım örnekleri

Mikrometre
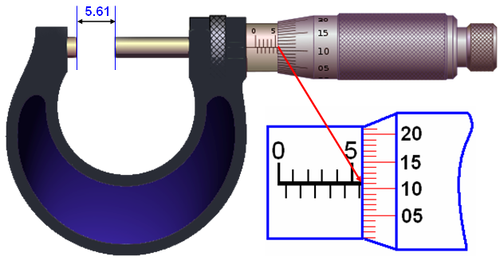
Mikrometre en yaygın ölçüm araçlarından biridir. Şekil 4'te düz bir mikrometre gösterilmektedir, 0 ila 25 mm arasındaki dış ölçümler için 0,01 mm hassasiyetle kullanılır.
Pirinç. 4. Mikrometre: 1 — parantez; 2 — topuk; 3 — kol; 4 — mikrometrik vida; 5 — tambur; 6 — debriyaj cırcır; 7 — kilitleme cihazı
Mikrometre, bir klips 1 ve bir topuk 2, bir manşon 3, kelepçeye bastırılmış bir manşon 3, bir mikrometre vidası 4, bir tambur 5, bir cırcırlı kaplin 6 ve bir kilitleme cihazından 7 oluşur. 0,5 mm'lik adım. Tambur 5, yine 0,5 mm aralıklı bir dişe sahip olan bir mikrometrik vida 4 üzerine sabitlenmiştir. Bu nedenle tamburun (5) bir dönüşü ile mikrometre vidası (4) eksen yönünde 0,5 mm hareket eder.
Manşonun ön tarafında 0,5 mm dereceli uzunlamasına bir ölçek vardır. Tamburun (5) çevresinde, eğimli kenarında, çevre boyunca eşit olarak dağılmış 50 bölmeden oluşan bir ölçek de bulunmaktadır. Bu nedenle tambur, çevresi üzerinde işaretlenmiş ölçeğin bir bölümü kadar döndürüldüğünde, mikrometre vidası eksenel yönde 0,01 mm hareket eder.

İş parçasını ölçmek için, topuğun uçları arasına 2 mikrometre vidası 4 yerleştirin. Ardından, mikrometre vidasını bir cırcırlı kaplin yardımıyla döndürerek, iş parçasını mikrometre vidasının uçları ile topuk arasına sıkıştırmak gerekir.Ölçüm sırasında iş parçasının sıkıştırma kuvveti, sürtünme kuvveti ile sınırlıdır. Bu mikrometrede 700 +200 gr'a eşittir, bu nedenle ölçüm işlemi sırasında iş parçası deforme olmaz ve mikrometrenin zarar görmesinden korunur.
Mikrometre okumaları aşağıdaki sırayla sayılır. İlk olarak, tamburun ucuyla sınırlanan mikrometre manşonunun ölçeğinde (0,5 mm hassasiyetle) milimetre sayısı sayılır, ardından tamburun karşısında bulunan tambur ölçeğinin bölünmesine karşılık gelen bir milimetrenin yüzde biri sayısı burç ekseni ekseni.
Bir örnek. Manşon ölçeğinde, 15 rakamı, yarım milimetrelik bir bölüm ve sonraki yarım milimetrelik bölümün bir kısmı, tambur ölçeğinin 13. bölümü, manşon ölçeğinin eksenel çizgisi ile çakışmaktadır, bu nedenle parçanın boyutu 15,5 + 0,13'tür. = 15,63 mm.
Pirinç. 5. Mikrometre okuma örnekleri: a — 17,55 mm; b — 15,63 mm; h — 14,15 mm
Mikrometre vidasının uçları ve mikrometrenin topuğu, mikrometre okumalarının doğruluğunu azaltacak darbelere ve çizilmelere karşı korunmalıdır.
metal cetvel
İki nokta arasındaki mesafeyi ölçmek için 1 — 0,5 mm hassasiyetinde metal bir cetvel kullanılır. Milimetre cinsinden derecelendirilmiş çelik bir banttır.

Herhangi bir ölçüm cihazı gibi metal bir cetvelde de bir üretici damgası bulunmalıdır. Ölçü için işaretsiz cetvel kullanılmamalıdır. 200 - 500 mm uzunluğunda metal bir cetvel olması yeterlidir. Cetvel, açıkça işaretlenmiş bölümlerle birlikte düz olmalı, pürüzlü olmamalıdır.
metal için pusula
İşi işaretlemek, katı malzemelerin yüzeyinde daireler çizmek ve transfer yöntemiyle ölçüm yapmak için (pusulanın ayaklarının çözelti boyutunu metal bir cetvelle ölçerek) metal için bir pusula kullanılır.

Pusula, bacaklarda sivri ve hafif sertleştirilmiş noktalara sahip olmalıdır. Pusula eklemindeki boşluk ve sönümleme kabul edilemez.