Ayrı düzeneklerin ve yağ anahtarlarının parçalarının onarımı
Aktüatör onarımı (bkz. Şekil 1).
 Mil 2 ve yatakları 12 kontrol edin, temizleyin. Yataklarda çatlak olup olmadığını kontrol edin. Yağlama deliğini 15 temizleyin. Milin uzunlamasına hareketi 0,5 - 1 mm'den fazla olmamalıdır. Aksi takdirde, şaft onarım için çıkarılır. Bunu yapmak için, şaft üzerinde oturan iki kollu kol 3, şanzıman çubuğu ve tahrikten önceden demonte edilir ve durdurma yaylarının üst kulaklarını ve kolu birbirine bağlayan makaralar serbest bırakılır. Makaralar çıkarılır, somunlar gevşetilir ve yatakları çerçeveye 1 sabitleyen cıvatalar 14 çıkarılır.
Mil 2 ve yatakları 12 kontrol edin, temizleyin. Yataklarda çatlak olup olmadığını kontrol edin. Yağlama deliğini 15 temizleyin. Milin uzunlamasına hareketi 0,5 - 1 mm'den fazla olmamalıdır. Aksi takdirde, şaft onarım için çıkarılır. Bunu yapmak için, şaft üzerinde oturan iki kollu kol 3, şanzıman çubuğu ve tahrikten önceden demonte edilir ve durdurma yaylarının üst kulaklarını ve kolu birbirine bağlayan makaralar serbest bırakılır. Makaralar çıkarılır, somunlar gevşetilir ve yatakları çerçeveye 1 sabitleyen cıvatalar 14 çıkarılır.
Şaft 2, çerçevedeki oyuklardan 13 yataklarla birlikte çıkarılır. Rulmanlar milden çıkarılır ve mil üzerine gerekli ölçülerde 18 adet rondela yerleştirilir. Mil kamasını 17 ve yatağı temizleyin. Mil daha sonra yataklarla birlikte monte edilir ve ters sırada takılır. Mil omzu ile yatağın ucu arasındaki boşluğun boyutunu kontrol etmek için, her yatak için 0,5 - 1 mm arasında olması gereken bir sonda kullanılır.Boşluk yoksa cıvataların 14 somunlarını gevşetmek ve çerçeve ile yatak arasına gerekli kalınlıkta conta koymak gerekir. Ardından, kolların mile kaynaklandığı yerleri kontrol edin. Çatlak olmamalıdır. Orta koldaki tampon durdurma silindiri serbestçe dönmelidir.
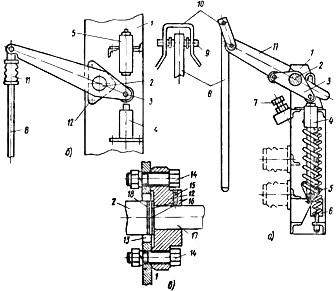
Pirinç. 1. Aktüatör: a — VMG-10 kesici, b — aynı, VMG-133, c — yatak, 1 — çerçeve, 2 — mil, 3 — iki kollu kol, 4 — yağ tamponu, 5 — yay tamponu, 6 — açma yayı, 7 — kilitleme cıvatası, 8 — hareketli kontak, 9 — eksen, 10 — kelepçe, 11 — yalıtım kolu (porselen çubuk), 12 — yatak, 13 — mili takmak için çerçevede kesik, 14 — cıvata somun ve rondela, 15 — gres için delik, 16 — rondelalar, 17 — mil
Tamponun durumunu ve VMG-10 kırıcının açma yaylarını dikkatlice kontrol etmek ve kontrol etmek gerekir (Şek. 2). Yayların kulaklara kaynak yaptıkları yerlerde, dirseklerin yüzeyinde çatlaklar olmamalı, sapın dişlerinde kırıklar olmamalıdır. Yay gerginliği somun 8 ile ayarlanır. Ayarlanan H mesafesi kontra somun 6 ile sabitlenir. Hasarlı yay değiştirilir. Mekanizmanın sürtünmeli kısımları CIATIM-201 gresi ile yağlanmıştır.
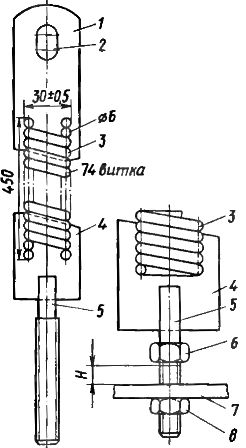 Pirinç. 2. Devre kesici VMG -10'un açma yayı: 1 — üst dayanak, 2 — bağlantı ekseni için delik, 3 — yay, 4 — alt çıkıntı, 5 — dişli kol, 6 — kilit somunu, 7 — köşe çerçeve, 8 — germe somunu
Pirinç. 2. Devre kesici VMG -10'un açma yayı: 1 — üst dayanak, 2 — bağlantı ekseni için delik, 3 — yay, 4 — alt çıkıntı, 5 — dişli kol, 6 — kilit somunu, 7 — köşe çerçeve, 8 — germe somunu
Yağ tamponunun onarımı (bkz. şekil 3).
Tamponun pistonunun 5 strokunu kontrol edin, elinizle çubuk 4 üzerinde hareket ederek, pistonu mahfazanın 7 altında duruncaya kadar en düşük konuma bastırın.Yayın 6 etkisi altındaki piston, başlangıç konumuna yükselmelidir. Tampon çalışmasında sıkışma veya diğer anormallikler olması durumunda demonte edilir. Özel somunu 3 sökün, çubuğu, pistonu ve yayı çıkarın, gövdeden yağ dökün.
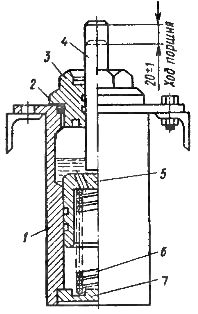
Pirinç. 3. VMG -10 kesicinin yağ tamponu: 1 — mahfaza, 2 — sızdırmazlık contası, 3 — özel somun, 4 — çubuk, 5 — piston, 6 — yay, 7 — mahfazanın altı
Tüm parçalar kontrol edilir ve temizlenir. Pas ve pürüzler zımparalanır.
VMPP-10 yağ göstergesinin onarımı (Şek. 4).
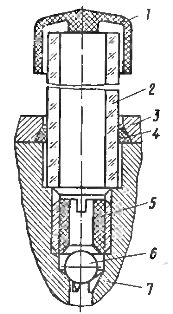
Pirinç. 4. VMPP -10 basınç göstergesi: 1 — kapak, 2 — cam tüp, 3 — flanş, 4 — conta, 5 — bağlantı parçası, b — bilya, 7 — gövde
Yağ boşaltılırken bir arıza fark edilirse, basınç göstergesi demonte edilir, bunun için kapak 1, cam tüp 2 ve conta 4 çıkarılır ve ardından (VMG-133 için) çubuk çıkarılır ve mahfazadaki kanal 7 üflenir. Yağ göstergesini ters sırayla monte edin VMG-10 şalterinde yağ göstergesi yerine pencere yapılmıştır.
Burç Onarımı (Şek. 5).
İzolatörün hasarlı kısımlarını kontrol etmek ve değiştirmek için demonte edilir. Braketi başlığa 4 sabitleyen cıvatalar sökülür ve braket çıkarılır. Pul 6 ve burcu 8 çıkarın. Yarı manifoldların 9 cıvatalarını (VMG-133 için) gevşetin, yarı manifoldları çıkarın. Yukarı doğru bastırarak boruyu 3 çıkarın ve manşonu 8 rondelalar 15 ve 19 ile ayırın.
Yarım halkayı (yarım bilezik) 17 ve yayı 16 çıkarın. İzolatör ters sırada monte edilir. Yeterince esnek ve esnek olması gereken deri manşetleri 8 ve 18 kontrol edin, yarım ayırıcıların 17 sabitlenmesini kontrol edin.Baskı yayının (16) birbirine bastırılmış sargıları varsa, yenisiyle değiştirilir, çünkü yüksek akımlarda yay kapalı bir halka oluşturur, aşırı ısınır ve bu, bakalit borunun (3) ve manşetlerin karbonlaşmasına yol açabilir. Aynı nedenle yarım ayırıcıların sıkıştırma vidaları da pirinçten yapılmalıdır.
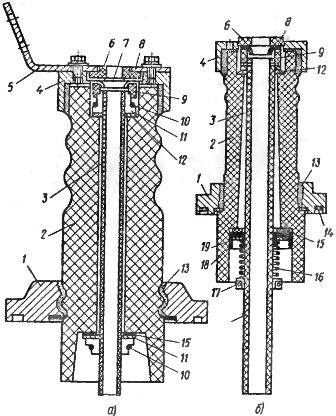
Pirinç. 5. Anahtarlar için burç izolatörleri: a — VMG -10, b — VMG -133, 1 — flanş, 2 — porselen izolatör, 3 — bakalit boru, 4 — kapak, 5 — akımlı kelepçe, 6 — halka (şekillendirilmiş rondela) , 7, 15 ve 19 — rondelalar. 8 — deri manşet, 9 — manşon, 10 — yarım halka, 11 — yaylı halka, 12 — conta, 13 — takviye macunu, 14 — flanşta sızdırmazlık contalı oluk, 16 — yay, 17 — yarım yaka, 18 — alt deri conta
VMG-10 devre kesici için yalıtkan sökme prosedürü benzerdir. İzolatör, cıvata bağlantılarından serbest bırakılır, braket 5 çıkarılır, ara yalıtım parçaları çıkarılır - halka 6, rondela 7, manşon 8, manşon 9. Yayı çıkarın ve 10 yarım halkayı sıkın, lastik rondelayı 5 çıkarın. Aşınmış parçaları değiştirin. İzolatör daha sonra ters sırada monte edilir.
Yalıtım çubuklarının ve çubuklarının onarımı.
Muayene sırasında VMG-133 ısı yalıtkanının kapaklarına pabuçların kaynak durumuna dikkat edilir. Bu yerlerde çatlak olmamalıdır. Çubukların donatı derzleri temizlenir ve yağlı boya ile boyanarak neme dayanıklı film oluşturulur.
Alanı 1,1 – 1,5 cm2 olan ezilmiş porselen çubuklar, burçlar veya destekleyici izolatörler temizlenir ve yalıtım verniği (Bakalit) ile kaplanır. Daha geniş bir alan kesilirse izolatörler değiştirilir. İzolasyon kolları ve çubukları boya yüzeyinden zarar görmemelidir.
Ark oluğunun onarımı (Şek. 6).
Kurum kirlenmesi durumunda, çalışma yüzeylerinde az miktarda metal akışı varlığında, üfleme kanallarının kesitini arttırmayan bölmelerin yüzey karbonizasyonu varsa, bu yüzeylerin ince zımpara ile temizlenmesi yeterlidir, trafo yağı ile durulayın ve bezle silin. Çekme çubuğu kenetleme somunlarını sıkın ve münferit plakalar arasında boşluk olmadığını kontrol edin. Eğilmiş ve yamuk plakalar değiştirilmiştir.
Fiber olması gereken alt plakayı 1 kontrol edin. Fiber ekin iç çapının 28 - 30 mm değerine çıkarılması (VMG-10 için), birinci ve ikinci yuvalar arasındaki bölmelerdeki açıklığın egzoz kanallarına 3 mm'ye çıkarılması kabul edilemez. Arızalı parçalar yenileri ile değiştirilir.
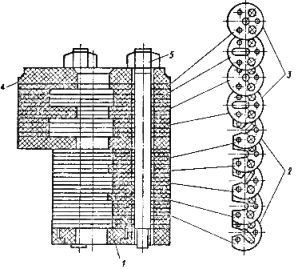
Pirinç. 6. VMG-10 devre kesicinin ark söndürme odası: 1 — fiber halka, 2 — enine üfleme kanalları, 3 — cepler, 4 — fiber halka, 5 — somunlu textolite bağlantılar
Cıvataları sıktıktan sonra, fabrika talimatlarına uygun olması gereken kam yuvalarının yüksekliğini kontrol edin.
Plakaların değiştirilmesiyle hazneyi geri yüklerken, gereklidir: sıkıştırma somunlarını 5 sökün, gerekli sayıda plakayı çektirmelerden çıkarın, yeni bir plaka takın ve çıkarılan plakaları daha önce takıldıkları sıraya yerleştirin sökün ve ardından sıkıştırma somunlarını sıkın. Bölme bölmesi, hareketli kontağın geçişi için merkezi açıklıkta çıkıntılı kenarlar ve düzensizlikler açısından kontrol edildikten sonra. Çapaklar ve kabarık kenarlar düzeltilmeli ve giderilmelidir.
Sabit bir dişi kontağın onarımı (Şek. 7).
Soket kontağının lamellerinde erime veya küçük metal boncuklar varsa bunları temizlemek yeterlidir.Lamellerin boyutları fabrika boyutlarından 0,5 mm'den fazla farklı olmamalıdır. Lamelleri çıkardıktan sonra derinliği 0,5 mm'den fazla olan boşluklar kalmamalıdır. Daha fazla hasar görmüş lamellerin daha az hasarlı olanlarla değiştirilmesi tavsiye edilir. Güçlü boşlukların varlığında ve refrakter astarın yanması nedeniyle lameller değiştirilir.
Bakalit halka 4'te katmanlara ayrılma ve çatlak olmamalıdır, aksi takdirde değiştirilecektir.Yüksek akımlarda kısa devre oluşturacağı ve aşırı ısınmaya neden olacağı için metal halka ile değiştirilmesine izin verilmez. Yaylarda 6 çatlak ve boşluk olmamalıdır.
Soket kontağının sökülmesi aşağıdaki sırayla gerçekleştirilir:
-
halka 4'ten vidaları çıkarın,
-
çıkışı tutarak, yaylar 6 düşene kadar halkayı 4 çıkarın,
-
lamelleri esnek baklalardan 8 ve esnek baklaları soketin tabanından ayıran cıvataları 7 sökün,
-
destek halkasını çıkarın 3.
Soket kontağını monte ederken, monte edilen kontakta lamellerin bozulma olmadan takılmasına ve soketin eksenine göre eğimli bir konumda, üstte birbirine değmesine dikkat etmelisiniz.
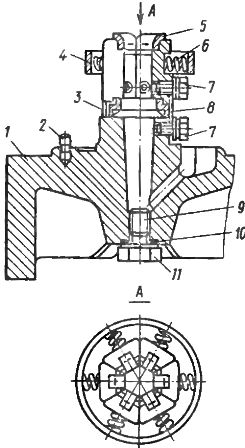
Şekil 7. VMG-10 ve VMPP-10 anahtarlarının soketli sabit teması: 1 — kapak, 2 — tutucu, 3 — destek halkası, 4 — halka, 5 — lamel, 6 — yay, 7 — vida (cıvata), 8 — esnek bağlantı, 9 — yağ boşaltma tapası, 10 — conta, 11 — yağ boşaltma cıvatası.
Çıtalardaki yay basıncını kontrol edin ve soketi sokete yerleştirilmiş 22 mm'lik bir bakır çubuktan çekmek için gereken kuvveti ölçün. Çubuğa 0,5 kg'lık bir disk takılır ve soket kaldırıldığında çıtalar üzerindeki yayları sıkıştırarak bu ağırlığı taşıması gerekir.
Hareketli kontakların onarımı (bkz. şekil 8).
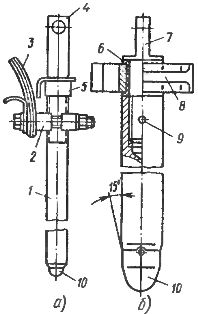
Pirinç. 8. Hareketli kontak: a — anahtar VMG -10, b — aynı, VMPP -10, 1 — çubuk, 2 pimli blok, 3 — esnek bağlantı, 4 — kulaklı kulaklar, 5 — kilit somunu, 6 — manşon, 7 — kafa, 8 — kılavuz bloğu, 9 — pim, 10 — uç
Hareketli kontağın ucunu (10) değiştirirken, uç ile çubuk arasında boşluk kalmayacak şekilde yeni uç sonuna kadar vidalanmalıdır. Dört yerdeki derz sıkıca kapatılmalıdır. Eklemin yüzeyini düz bir rulo ile yuvarlayın, ucunu zımparalayın. Çubuğun bakır kısmında önemli hasar olması durumunda, ikincisi yenisiyle değiştirilir.
Temas parçasının onarımı.
Erime, boşluk, kir ve korozyon varlığında temas yüzeyi benzin ile temizlenir ve temas parçasının profilini bozmadan eğe ile tatbik edilir.
Kalaylı galvaniz veya gümüş kontak parçaları sadece silinebilir.
Tankın iç yalıtımının onarımı.
Çatlak alt ve üst izolasyon silindirleri değiştirilir. Bakalit tüpünde yanık, delaminasyon ve çatlak olmamalıdır. Kurum kirliliği, trafo yağı ile yıkanır. Çizilme veya yanma durumunda, hasarlı alanlar saf havacılık benzinine batırılmış bir bezle silinir, zımparalanır ve hava kurumalı vernik (Bakalit, Gliftal) ile kaplanır.
Yağ şalterlerini tamir ettikten sonraki işlemler
Onarım ve arızalı parçaların değiştirilmesinden sonra, anahtar ters sırayla monte edilir. VMG-133'ten farklı olarak VMG-10 anahtarının montajı daha kolaydır: bazı elemanlar (soket kontağı) aşağıdan ve geri kalanı - silindirin üstünden monte edilir. VMG-133 soket kontağının üstü ile ark oluğunun altı arasındaki mesafe 14-16 mm'dir.
Boşluk gerekli değerden saparsa, ek ara parçalar takmak veya dişi kontağın destek halkasının yüksekliğini azaltmak gerekir. VMG-10 için bu boşluk 2-5 mm'dir ve doğrudan ölçü alınarak belirlenir. Üst yalıtım silindirini takarken, yalıtım ve ana silindirdeki deliklerin hizalamasını kontrol edin. "Açık" konumdayken VMG-10 soketinin kontağına 40 oranında girmesi gereken hareketli kontağın hareketini ayarlayın. mm kendi ağırlığınızın etkisi altında Gerekirse, hareketli temas vuruşunun spazmını giderin. 210 5 mm'ye eşit olması gereken hareketli kontağın tam vuruşunu ayarlayın.
Kontak sistemini ayarladıktan sonra, anahtar yağla doldurulur (silindir başına 1,5 - 1,6 kg'a kadar).