Yüksek frekanslı elektrik motorları
 Küçük delikleri taşlarken, yeterli kesme hızlarına ulaşmak için çok yüksek taşlama mili hızları gerekir. Bu nedenle, 3 mm çapında bir daire ile 5 mm çapındaki delikleri yalnızca 30 m / s hızında taşlarken, iş milinin 200.000 rpm dönüş hızına sahip olması gerekir.
Küçük delikleri taşlarken, yeterli kesme hızlarına ulaşmak için çok yüksek taşlama mili hızları gerekir. Bu nedenle, 3 mm çapında bir daire ile 5 mm çapındaki delikleri yalnızca 30 m / s hızında taşlarken, iş milinin 200.000 rpm dönüş hızına sahip olması gerekir.
Kayış tahrikinin hızını artırmaya yönelik uygulama, kayışın izin verilen maksimum devirleriyle sınırlıdır. Kayışlarla tahrik edilen millerin dönme hızı genellikle dakikada 10.000 devri geçmez ve kayışlar kayar, hızla arızalanır (150-300 saat sonra) ve çalışma sırasında titreşimler oluşturur.
Yüksek hızlı pnömatik tekerlekler de mekanik özelliklerinin çok önemli yumuşaklığından dolayı her zaman uygun değildir.
Yüksek hızlı mil oluşturma sorunu, yüksek kaliteli iç ve oluk taşlamanın gerekli olduğu bilyalı rulman üretimi için özellikle önemlidir. Bu bağlamda, takım tezgahı ve bilyalı rulman endüstrisinde 12.000-50.000 rpm ve daha yüksek dönüş hızlarına sahip çok sayıda sözde elektro mil modeli kullanılmaktadır.
Elektrikli iş mili (Şekil 1), yerleşik bir yüksek frekanslı sincap kafesli motora sahip üç burunlu bir taşlama milidir. Motor rotoru, taşlama çarkının karşısındaki milin ucundaki iki mahmuz arasında bulunur.
İki veya dört destekli yapılar daha az sıklıkla kullanılır. İkinci durumda, motor mili mile bir kaplin kullanılarak bağlanır.
İş mili motorunun statoru elektrikli çelik sacdan monte edilmiştir. Üzerinde bipolar bobin vardır. Dakikada 30-50 bin devire varan dönüş hızlarında motorun rotoru da sacdan çevrilmiş ve geleneksel bir kısa devre sargısı ile donatılmıştır. Rotorun çapını mümkün olduğu kadar küçültme eğilimindedirler.
50.000 rpm'nin üzerindeki hızlarda, önemli kayıplar nedeniyle stator, akan suyu soğutan bir mahfaza ile donatılmıştır. Bu tür hızlarda çalışacak şekilde tasarlanmış motorların rotorları, yekpare çelik silindir şeklinde yapılır.
Yatak tipi seçimi, elektromillerin çalışması için özellikle önemlidir. Doğruluğu artırılmış küresel yataklar -50.000 rpm'ye kadar dönüş hızlarında kullanılır.Bu tür yataklar, uygun doldurma ile elde edilen maksimum 30 mikrondan fazla boşluğa sahip olmamalıdır. Rulmanlar, kalibre edilmiş yaylar kullanılarak oluşturulan bir ön yükle çalışır. Bilyalı yatak ön yük yaylarını kalibre ederken ve uygunlarını seçerken çok dikkatli olunmalıdır.
Dakikada 50.000 devrin üzerindeki dönüş hızlarında, kaymalı yataklar, özel bir pompa tarafından sağlanan çalışma yağıyla yoğun bir şekilde soğutulduklarında tatmin edici bir şekilde çalışır. Bazen yağlayıcı püskürtülmüş halde sağlanır.
Yüksek frekanslı 100.000 rpm elektro miller de aerodinamik yataklar (hava ile yağlanan yataklar) üzerine inşa edilmiştir.
Yüksek frekanslı elektrik motorlarının üretimi, her bir parçanın çok hassas bir şekilde üretilmesini, rotorun dinamik olarak dengelenmesini, hassas montajı ve stator ile rotor arasındaki boşluğun tam olarak aynı şekilde olmasını gerektirir.
Yukarıdakilerle bağlantılı olarak, elektrikli millerin üretimi özel teknik koşullara göre gerçekleştirilir.
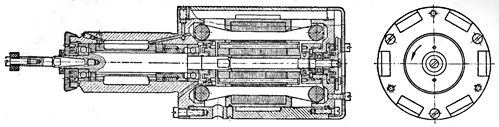
İncir. 1. Yüksek frekanslı elektrikli taşlama mili.
Yüksek frekanslı motorların verimliliği nispeten küçüktür. Bu, artan çelik kayıplarının ve yatak sürtünme kayıplarının varlığından kaynaklanmaktadır.
Yüksek frekanslı elektrik motorlarının boyutları ve ağırlığı nispeten küçüktür.

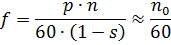
Pirinç. 2. Modern yüksek frekanslı elektrik mili
Bilyalı rulman üretiminde kayışlı tahrikler yerine elektrikli millerin kullanılması, iç taşlama tezgahlarının iş verimliliğini en az %15-20 oranında artırır ve koniklik, ovallik ve yüzey temizliğindeki reddetmeleri keskin bir şekilde azaltır. Taşlama millerinin dayanıklılığı 5-10 kat veya daha fazla artar.
Çapı 1 mm'den küçük delikler açmak için yüksek hızlı millerin kullanılması da büyük ilgi görmektedir.
Yüksek frekanslı elektrik motorunu besleyen akımın frekansı, formüle göre elektrik motorunun gerekli dönüş hızına (n) bağlı olarak seçilir.
p = 1 olduğundan
Bu nedenle, elektrikli millerin 12.000 ve 120.000 rpm'lik dönüş hızlarında, sırasıyla 200 ve 2000 Hz frekansları gereklidir.
Daha önce yüksek frekanslı motorlara güç sağlamak için özel yüksek frekans jeneratörleri kullanılıyordu.Şimdi, bu amaçlar için, yüksek hızlı alan etkili transistörlerde statik frekans dönüştürücüler kullanılıyor.
İncirde. Şekil 3, yerli üretim bir üç fazlı senkron endüksiyon jeneratörünü göstermektedir (tip GIS-1). Çizimden de görülebileceği gibi, böyle bir jeneratörün statoru üzerinde geniş ve dar oluklar bulunmaktadır. Bobinleri statorun geniş yuvalarında bulunan alan sargısı doğru akımla beslenir. Bu sargıların manyetik alanı, şekil 2'de gösterildiği gibi stator dişleri ve rotor çıkıntıları ile çevrelenmiştir. 3 noktalı çizgi ile.
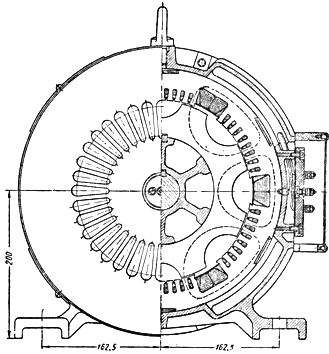
Pirinç. 3. Arttırılmış frekanslı endüksiyon akımı üreteci.
Rotor döndüğünde, rotor çıkıntıları boyunca hareket eden manyetik alan, statorun dar yuvalarında bulunan alternatif akım sargısının dönüşlerini geçer ve alternatif bir e'yi indükler. vesaire. c. Bunun sıklığı e. vesaire. c.dönüş hızına ve rotor kulağı sayısına bağlıdır. Alan sargılı sargılarda aynı akı tarafından indüklenen elektromotor kuvvetleri, bobinlerin yaklaşan aktivasyonu nedeniyle birbirini iptal eder.
Uyarma bobini, AC şebekesine bağlı bir selenyum doğrultucu aracılığıyla beslenir. Hem stator hem de rotor, çelik sacdan yapılmış manyetik çekirdeklere sahiptir.
Tarif edilen tasarıma sahip jeneratörler, 1,5 nominal güçte üretilir; 3 ve 6 kW ve 400, 600, 800 ve 1200 Hz frekanslarında. Senkron jeneratörlerin nominal dönüş hızı 3000 rpm'dir.