DC motorların ayarlanması
 Doğru akım elektrik motorlarının regülasyonu şu kapsamda yapılmaktadır: dıştan muayene, sargıların doğru akıma karşı dirençlerinin ölçülmesi, sargıların gövdeye ve aralarındaki yalıtım dirençlerinin ölçülmesi, sargıların sargılar arası yalıtımının test edilmesi. armatür sarımı, deneme çalıştırması.
Doğru akım elektrik motorlarının regülasyonu şu kapsamda yapılmaktadır: dıştan muayene, sargıların doğru akıma karşı dirençlerinin ölçülmesi, sargıların gövdeye ve aralarındaki yalıtım dirençlerinin ölçülmesi, sargıların sargılar arası yalıtımının test edilmesi. armatür sarımı, deneme çalıştırması.
Bir DC motorun harici denetimi ve endüksiyon motorunun denetimi bir kalkanla başlar. DC motorun etiketinde aşağıdaki veriler belirtilmelidir:
- üreticinin adı veya ticari markası,
- araba tipi,
- makinenin seri numarası,
- nominal veriler (güç, voltaj, akım, hız),
- makineyi heyecanlandırmanın yolu,
- veriliş yılı,
- makinenin ağırlığı ve GOST'u.
Sarma terminalleri kalıcı motor birbirinden ve gövdeden güvenilir bir şekilde izole edilmeli, gövde ile aralarındaki mesafe en az 12-15 mm olmalıdır. Dış muayene sırasında özel dikkat gösterilmektedir. kolektör ve fırçaların mekanizması (fırçalar, traversler ve fırça tutucular), çünkü durumları makinenin komütasyonunu ve dolayısıyla çalışma stabilitesini önemli ölçüde etkiler.
Toplayıcıyı incelerken, çalışma yüzeyinde hiçbir freze bıçağı, delik, vernik ve boya izi ve ayrıca fırça mekanizmasının yetersiz çalışmasından kaynaklanan karbon birikintileri olmadığına ikna olurlar. Kollektör plakaları arasındaki yalıtım 1–2 mm derinlikte seçilmeli, plakaların kenarları 0,5–1 mm genişliğinde (motor gücüne bağlı olarak) pahlanmalıdır. Plakalar arasındaki boşluklar tamamen temiz olmalıdır - metal talaşı veya talaşı, grafit fırça tozu, yağ, vernik vb. içermemelidir.
Bir DC motorun çalışması ve özellikle fırça mekanizması kollektör sızıntısından ve titreşimlerinden etkilenir. Kolektörün çevre hızı ne kadar yüksek olursa, izin verilen kaçak o kadar düşük olur. Yüksek hızlı motorlar için izin verilen maksimum kaçak değeri 0,02-0,025 mm'yi geçmemelidir. Titreşim genliğinin büyüklüğü bir komparatör ile ölçülür.
Ölçüm sırasında göstergenin ucu titreşimin ölçüleceği yönde yüzeye bastırılır. Toplayıcının yüzeyi kesintiye uğradığından (toplayıcı plakalar ve girintiler dönüşümlü), göstergenin ucunun dayanması gereken iyi bilenmiş bir fırça kullanılır. Gösterge muhafazası titreşimsiz bir tabana sabitlenmelidir.
Ölçüm yaparken, göstergenin ibresi ölçülen titreşimin frekansı ile belirli bir açı içinde salınır ve değeri gösterge ölçeğinde milimetrenin yüzde biri olarak tahmin edilir. Ancak bu cihaz 750 rpm'ye kadar olan hızlarda titreşimleri ölçebiliyor.750 rpm'den daha yüksek dönüş hızına sahip motorlar için, makinenin belirli bileşenlerinin titreşimlerini ölçebilen veya kaydedebilen özel cihazlar - vibrometreler veya vibrograflar kullanmak gerekir.
Sızıntı ayrıca bir gösterge ile ölçülür. Manifold kaçağı hem soğuk hem de sıcak motor koşullarında ölçülür. Ölçüm yaparken gösterge okunun davranışına dikkat edin. Okun yumuşak hareketi, yüzeyin yeterli silindirliğini gösterir ve okun seğirmesi, özellikle motorun fırça mekanizması için tehlikeli olan, yüzeyin silindirikliğinin yerel ihlallerini gösterir.Çalışma nedeniyle şokların ölçümü koşulludur. deneyim, şok değerlerinin düşük dönme hızlarında ve nominal hızda tatmin edici bir şekilde çalıştığı motorların olduğunu göstermektedir. Bu nedenle, toplayıcının işinin kalitesiyle ilgili nihai sonuç ancak motorun yük altında çalışması kontrol edildikten sonra verilebilir.
Bir DC motorun mekanik parçasını kontrol ederken, sargıların oranlarının ve bağlantılarının durumuna, yatak tertibatlarına, boşluğun düzgünlüğüne (motor demonte haldeyken) dikkat etmelisiniz. Armatür ile motorun ana kutupları arasında taban tabana zıt noktalarda ölçülen fark, ortalama değerden 3 mm'den küçük boşluklar için %10'dan, 3 mm'den büyük boşluklar için %5'ten fazla farklılık göstermemelidir.
Darbe ve titreşimleri kontrol ettikten sonra motorun fırça mekanizmasını ayarlamaya başlarlar. Klipslerdeki fırçalar serbestçe hareket etmeli ancak sallanmamalıdır.Fırça ile tutucu arasındaki normal boşluk dönüş yönünde 0,1-0,4 mm'yi, uzunlamasına yönde 0,2-0,5 mm'yi geçmemelidir.
Fırçaların toplayıcı üzerindeki normal özgül basıncı, fırça malzemesinin derecesine bağlı olarak grafit fırçalar için en az 150-180 g/cm2, bakır-grafit için 220-250 g/cm2 olmalıdır. Düzensiz akım dağılımını önlemek için, her bir fırçanın basıncı ortalamadan %10'dan fazla farklı olmamalıdır. Özgül basınç aşağıdaki gibi belirlenir. Toplayıcı ile fırça arasına ince bir kağıt yerleştirilir, fırçaya bir dinamometre takılır ve ardından fırçayı bir dinamometre ile çekerek, bir kağıdı serbestçe çekmenin mümkün olacağı bir konum bulurlar. Bu noktadaki dyno okuması, manifold üzerindeki fırça basıncına karşılık gelir. Özgül basınç, dinamometre okumasının fırça taban alanına bölünmesiyle belirlenir.
Fırçaların doğru montajı, makinenin doğru çalışması için en önemli faktörlerden biridir. Fırça tutucular, fırçalar toplayıcı plakalara tam olarak paralel olacak ve kenarları arasındaki mesafeler, % 2'den fazla olmayan bir hata ile makinenin kutuplarının ayrılmasına eşit olacak şekilde monte edilir.
Birden fazla traversli motorlarda, fırça tutucular, fırçalar kollektör uzunluğunu mümkün olduğu kadar kaplayacak şekilde yerleştirilir (istifli düzenleme olarak adlandırılır). Bu, toplayıcının tüm uzunluğu boyunca komütasyona katılmayı mümkün kılacak ve bu da daha düzgün aşınmasına katkıda bulunacaktır.Bununla birlikte, fırçaların böyle bir düzenlemesiyle, fırçaların çalışma sırasında (şaftın strokunu hesaba katarak) toplayıcının kenarının dışına taşmamasını sağlamak gerekir. Motoru çalıştırmadan önce, fırçalar orta kumlu cam (ancak karborundum değil) kağıtla toplayıcıya (Şek. 1) dikkatlice sürtülür. Carborundum kağıt tanecikleri fırça gövdesine nüfuz edebilir ve ardından çalışma sırasında toplayıcıyı çizerek makinenin anahtarlama koşullarını kötüleştirebilir.
Sargıların dahil edilmesinin doğruluğunu kontrol etmeye devam etmeden önce, belirli bir tipteki makinenin terminallerinin işaretini inceleyin. DC motorlarda sargılar, GOST 183-66'ya göre isimlerinin ilk harfleri büyük, ardından sargının başlangıcı için 1 rakamı ve sonu için 2 rakamı ile gösterilir. Motorda aynı isimde başka sargılar varsa bunların başlangıç ve bitişleri 3-4, 5-6 vb. rakamlarla işaretlenmiştir. Terminal işaretleri, şekil 2'de gösterilen uyarma devrelerine ve motor dönüş yönlerine karşılık gelebilir. 2.
Kutup sargılarının dahil edilmesinin doğruluğu, kutuplarının değişimini netleştirmek için kontrol edilir. Her makine için yardımcı ve birincil kutupların kutup değişimi, makinenin belirli bir dönüş yönü için kesin olarak tanımlanmalıdır. Motor modunda çalışan makinenin dönüş yönünde kutuptan direğe geçerken, her ana kutuptan sonra aynı polaritede ek bir kutup vardır, örneğin N — n, S — s. Kutupların polaritesi birkaç şekilde belirlenebilir: görsel inceleme, manyetik bir iğne ve özel bir bobin kullanarak.
Bobinlerin sarım yönünün görsel olarak takip edilebildiği durumlarda ilk yöntem kullanılır.

Pirinç. 1. Fırçaları toplayıcıya sürtmek:. yanlış; parlak
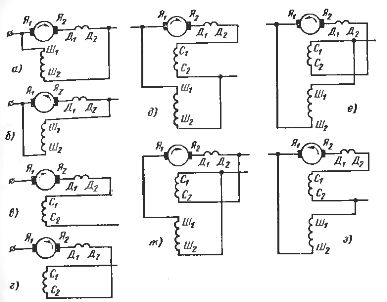
Pirinç. 2. Farklı uyarma şemaları ve dönüş yönleri için DC motorların sargı terminallerinin tanımları
Sarma yönünü bilerek ve "yalpa çemberi" kuralını kullanarak kutupların kutuplarını belirleyin. Bu yöntem, dönüşlerin önemli enine kesiti nedeniyle sargı yönünün belirlenmesi çok kolay olan bir seri alan sargısından sargılar için uygundur.
İkinci yöntem, esas olarak paralel uyarma sargılarına sahip bobinler için kullanılır. Bu yöntemin özü aşağıdaki gibidir. Motorun sargısına bir akım uygulanır, uçlarının kutupları işaretlenmiş bir ipliğe manyetik bir iğne asılır ve her kutba dönüşümlü olarak uygulanır. Kutbun polaritesine bağlı olarak ok, karşıt kutbun ucuyla ona bakacaktır.
Bu yöntemi kullanırken okun yeniden sihir yapma yeteneğine sahip olduğu unutulmamalıdır, bu nedenle deney olabildiğince çabuk yapılmalıdır. Manyetik iğne yöntemi, bir seri bobinin polaritesini belirlemek için nadiren kullanılır çünkü yeterince güçlü bir alan oluşturmak için bobinden önemli bir akım geçmesi gerekir.
Bobinlerin polaritesini belirlemenin üçüncü yöntemi, herhangi bir bobine uygulanabilir, buna test bobini yöntemi denir. Bobin herhangi bir şekilde olabilir - toroidal, dikdörtgen, silindirik. Bobin, karton, selüloit vb. bir çerçeve üzerine ince yalıtılmış bakır telden mümkün olduğu kadar çok dönüşle sarılır. milivoltmetre.
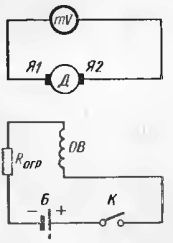
Test bobininin aynı taraftaki kutuplara bakması koşuluyla, cihazın okları her iki bitişik kutbun altında farklı yönlerde sapıyorsa bobinlerin bağlanması doğru kabul edilir. Ek kutupların sargısının armatür sargısına göre doğru bağlantısının kontrol edilmesi, şekil 2'de gösterilen şemaya göre gerçekleştirilir. 4.
K anahtarı kapatıldığında milivoltmetre iğnesi yön değiştirecektir. Doğru şekilde açıldığında, yardımcı kutup sargısının mıknatıslama kuvveti armatür sargısının mıknatıslama kuvvetinin tersine yönlendirilir, bu nedenle armatür sargısı ve yardımcı kutup sargısı zıt yönde, yani eksi (veya artı) açılmalıdır. armatür, ek kutupların sarımının eksi (veya artı) noktasına bağlanmalıdır.
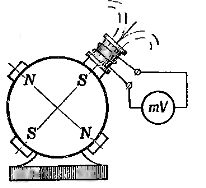
Pirinç. 3. Bir test bobini kullanarak DC motorların kutuplarının kutuplarının belirlenmesi
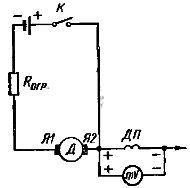
Pirinç. 4. Ek kutupların sargısının armatür sargısına göre dahil edilmesinin doğruluğunu kontrol etme şeması
Ek kutupların sargısının ve dengeleme sargısının karşılıklı bağlantısını kontrol etmek için, Şekil 2'de gösterilen şemayı kullanabilirsiniz. 5, küçük motorlar için.
Bir DC motorun normal çalışmasında, dengeleyici bobin tarafından oluşturulan manyetik akı, tamamlayıcı kutup bobininin manyetik akısı ile uyumlu olmalıdır. Sargıların kutupları belirlendikten sonra kompanzasyon sargısı ile ek kutupların sargısı birbirine bağlanmalıdır yani bir sargının eksisi diğerinin artısına bağlanmalıdır.
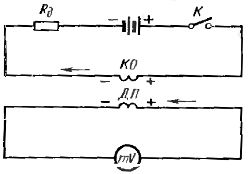
Pirinç. 5.İlave kutupların sargısının kompanzasyon sargısına dahil edilmesinin doğruluğunu kontrol etme şeması
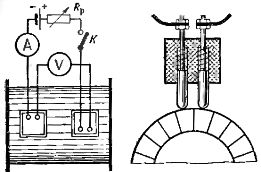
Fırçaların polaritesini belirlemeden ve bobin dirençlerinin gerekli ölçümlerini yapmadan önce, fırçaları nötr konuma getirin. Bir elektrik motorunun nötr olması, aralarındaki dönüşüm katsayısı sıfır olduğunda, ana kutupların sargılarının ve armatürün böyle karşılıklı düzenlenmesi anlamına gelir. Fırçaları nötr konuma getirmek için bir zincir monte edilir (Şek. 6).
Uyarma bobini bir anahtar vasıtasıyla bir güç kaynağına (batarya) bağlanır ve armatür fırçalarına hassas bir milivoltmetre bağlanır.Uyarma bobinine ani bir akım verildiğinde milivoltmetrenin iğnesi bir yönde sapar veya başkası. Fırçalar kesinlikle nötr konuma getirildiğinde, cihazın iğnesi sapmaz.
Geleneksel cihazların doğruluğu düşüktür - en iyi ihtimalle %0,5. Bu nedenle fırçalar, cihazın minimum okumasına karşılık gelen bir konuma ayarlanır ve bu nötr olarak kabul edilir. Nötr fırçaların ayarlanmasındaki zorluk, nötrün konumunun toplayıcı plakaların konumuna bağlı olmasıdır.
Çoğu zaman, bir armatür konumu için bulunan nötrün döndürüldüğünde yer değiştirmesi olur. Bu nedenle nötr konum, iki farklı mil konumu için tanımlanır. Armatürün farklı konumları için nötrün konumu farklı çıkarsa, fırçalar iki işaret arasında bir ara konuma yerleştirilmelidir. Fırçaları nötr olarak ayarlamanın doğruluğu, fırça yüzeyinin toplayıcıya yapışma derecesine bağlıdır.Bu nedenle motorun nötr konumu belirlenirken daha doğru bir sonuç elde etmek için kollektörde önceden fırçalar ovulur.
Fırçaların polaritesi aşağıdaki yollardan biriyle belirlenir.
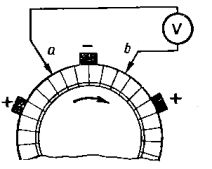
1. Kollektör üzerinde (Şekil 7) zıt fırçalardan aynı mesafede bulunan iki noktaya bir voltmetre bağlanır. Heyecanlandığında, voltmetre iğnesi bir yönde veya diğer yönde sapacaktır. Ok sağa saparsa, "artı" 1 noktasında ve "eksi" 2 noktasındadır. Dönme yönüne en yakın fırça, cihazın bağlı kelepçesinin polaritesine sahip olacaktır.
2. Uyarma bobininden belirli bir polaritede doğru akım geçirilir, armatüre bir voltmetre bağlanır ve armatür elle veya bir mekanizma vasıtasıyla bastırılarak döndürülür. Bu durumda voltmetrenin ibresi sapacaktır. Okun yönü, fırçaların polaritesini gösterecektir.
Bir DC motorun sargılarının direncinin ölçülmesi, DC motorların kontrol edilmesi için çok önemli bir unsurdur, çünkü ölçüm sonuçları sargıların temas bağlantılarının (rasyonlar, cıvatalar, kaynaklı bağlantılar) durumunu değerlendirmek için kullanılır. Motor sargılarının direnci aşağıdaki yöntemlerden biri ile ölçülür: ampermetre - voltmetre, tek veya çift köprü ve mikroohmmetre.
DC motorların sargılarının direncini ölçmenin bazı özelliklerini hatırlamak gerekir.
1. Alanın seri sargısının, kompanzasyon sargısının, ek kutupların sargısının direnci küçüktür (ohm'un binde biri), bu nedenle ölçümler bir mikroohmmetre veya çift köprü ile yapılır.
2.Armatür sargısının direnci, yalıtım kolunda yaylara sahip özel bir iki temaslı prob kullanılarak ampermetre-voltmetre yöntemiyle ölçülür (Şek. 8). Ölçüm şu şekilde yapılır: sabit armatürün kollektör plakalarına, iyi şarj edilmiş 4-6 V voltajlı bir doğru akım, fırçalar çıkarılmış olarak verilir.Akımın verildiği plakalar arasında, voltaj düşüşü bir milivoltmetre ile ölçülür. Armatürün bir kolunun gerekli direnç değeri
Pirinç. 6. Fırçaların nötr konumda doğru kurulumunu kontrol etmek için şema
Pirinç. 7. Fırçaların polaritesini belirleme şeması
Pirinç. 8 İki pimli bir prob kullanarak armatür direncinin ölçülmesi
Diğer tüm plakalar için benzer ölçümler yapılır. Her bitişik plaka arasındaki direnç değerleri, nominal değerin% 10'undan fazla birbirinden farklı olmamalıdır (makinede dengeleme sargısı varsa, fark% 30'a ulaşabilir).
Sargıların izolasyon direncinin ölçülmesi ve sargıların izolasyonunun dielektrik dayanımının kontrolü, asenkron motorların ilgili muayene noktalarıyla aynı şekilde gerçekleştirilir.
DC motorun ilk çalıştırılması, motor ayarlandıktan hemen sonra çalıştırılabilirliğini kontrol etmek için gerçekleştirilir.Asenkron motorlara benzer şekilde, DC motorlar, mekanizma ve dişli kutusu kapalıyken rölanti modunda test edilir. Kontrol devresini uygun şekilde ayarlamak için DC motorun benzer bir rölanti testi gereklidir.
Motorun rölantide ve yük altında çalıştırılması çok dikkatli yapılmalıdır.Başlamadan hemen önce armatürün rahat döndüğünden, armatürün statora temas etmediğinden, yataklarda gres olduğundan emin olmak ve ayrıca koruyucu röleyi kontrol etmek gerekir. Maksimum korumanın açma akımı, maksimum motor akımının %200'ünü geçmemelidir. bir test ile DC motorun çalıştırılması akım dalgalanmaları sırasında ve ardından motor maksimum voltaj ve maksimum hızda rölantide çalışırken toplayıcıyı izleyerek komütasyon kalitesini kontrol edin.
Yük, rölantiye kıyasla kıvılcım hızında bir artışa neden olmamalıdır. Fırçanın kıvılcım derecesi 11/2 ve hatta 2 olan bir DC motorun çalıştırılmasına izin verilir. Daha önemli bir kıvılcım derecesinde, komütasyon ayarlanır: fırçalar nötr konuma getirilir, ek kutupların bobini doğru şekilde açıldığında, fırçalar toplayıcıya bastırılır ve fırçalar toplayıcıya yapışır.
Armatür ve uyarma devrelerindeki akımın değişim hızı, akım dalgalanmalarının maksimum değerleri, oranı olduğundan, kollektördeki kabul edilemez arkın kontrol devresinin arızasıyla ilişkilendirilebileceği unutulmamalıdır. Farklı zamanlarda makinenin armatür akımı ve manyetik akısı devreye bağlıdır. Yük altında çalışma gözlemlendikten ve DC motorun komutasyonu ayarlandıktan sonra devreye alma işlemi tamamlanmış sayılabilir.