İndüksiyonla ısıtmanın çalışma prensibi ve uygulama alanları
Elektriği ileten malzemeleri endüktif akımlar enjekte ederek ısıtan cihazlara elektrotermal cihazlar denir. indüksiyon ısıtıcılar… E. vb. c. indüksiyon, elektromanyetik alanı uyaran akımlar değiştiğinde meydana gelir, bu durumda bu tür cihazlar yalnızca alternatif akımla çalışabilir.
İndüksiyonlu ısıtıcıların ana elemanı indüktör - bobin, içinden alternatif akım geçtiğinde oluşan belirli sayıda dönüş içeren alternatif manyetik alan… Burası, elektrik enerjisinin manyetik alan enerjisine (ilk) dönüşümünün gerçekleştiği yerdir.
Elektriksel olarak iletken bir gövde alternatif bir manyetik alana sokulduğunda, örn. vesaire. c. "ikincil" bir akımın ortaya çıkmasına neden olur. Manyetik alan enerjisinin elektrik enerjisine ters dönüşümü (saniye) vardır.
Son olarak, ısıtılmış gövdede indüklenen ikincil akım, göre Joule-Lenz yasası ısı üretir: elektrik enerjisi ısıya dönüştürülür.Üçüncü enerji dönüşümü sonucunda indüksiyonlu ısıtıcılarda malzemelerin ısınmasını veya erimesini sağlayan ısı elde edilir.
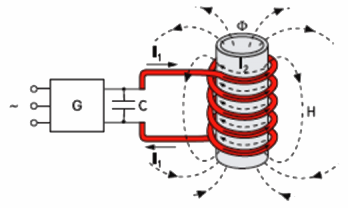
indüksiyonlu ısıtma devresi
Endüksiyonlu ısıtıcıların çalışması için güç kaynağının ısıtılan nesne ile doğrudan teması gerekli değildir, yalnızca nesne ile indüktör arasında bir manyetik bağlantının varlığı gereklidir.
İndüksiyonlu ısıtıcıların endüstrideki ana ve en eski uygulaması kullanımlarıdır. indüksiyon elektrikli fırınlar gibidemir dışı ve demir içeren metalleri ve bunların alaşımlarını eritmek için tasarlanmıştır. Elektrikli endüksiyon fırınları, erimiş malzemeye herhangi bir yabancı madde sokmadıkları için eriyiğin yüksek saflığını sağlar.
Ek olarak, endüksiyonlu elektrikli fırınlar, önemli bir yerel aşırı ısınma olmadan tüm erimiş malzeme kütlesinin eşit şekilde ısıtılmasını sağlar. İkinci durum, bileşenleri farklı erime noktalarına sahip olan çok bileşenli alaşımları eritirken çok önemlidir. Lokal aşırı ısınma varlığında (örn. ark ocaklarında) bu tür alaşımlarda, daha düşük erime noktalı bileşenler yoğun bir şekilde tüketilir ve yükün başlangıç bileşimi bozulur.

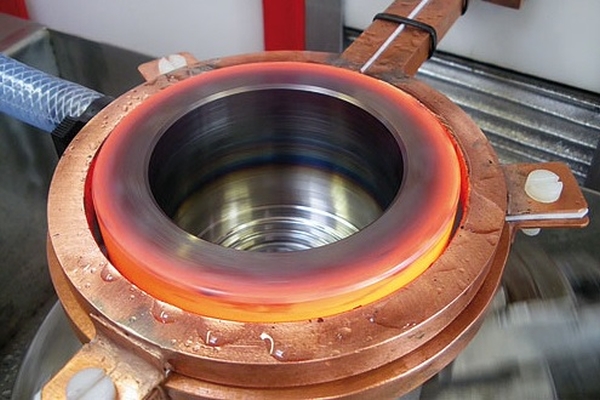
İndüksiyonlu ısıtıcıların uygulama alanı metal eritme tesisleri ile sınırlı değildir. Sıklıkla modern üretim indüksiyonlu ısıtmada tarafından kullanılan parçaların yüzey sertleştirmesi için, karmaşık bir konfigürasyona sahip ürünlerin kaynaklanması için bimetalik ürünlerden boruların ve profilli haddelenmiş ürünlerin bükülme işlemlerinde vb.
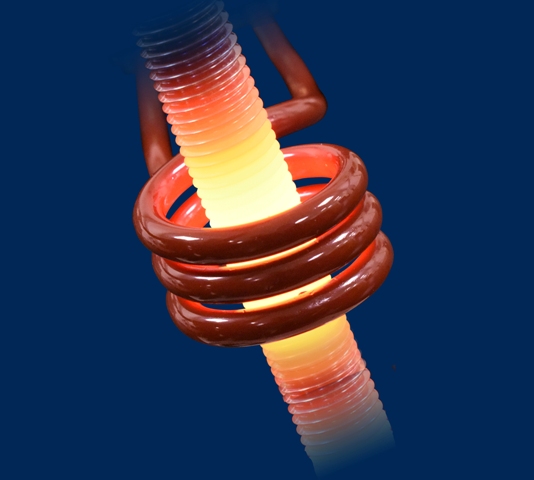
Elektriği ileten malzemeleri yüksek frekanslı bir elektromanyetik alanda ısıtırken önemli bir rol oynar. yüzey etkisi... Besleme akımının frekansı arttıkça yüzey etkisi giderek daha belirgin hale gelir.
Yüzey sertleştirmede gerekli olan malzemenin sadece üst katmanlarının hızlı bir şekilde ısıtılabilmesi tamamen bu etkinin kullanılmasına dayanmaktadır.
"Akım penetrasyon derinliği" olarak adlandırılan tabakanın kalınlığı, malzemenin direncine, akımın frekansına ve mutlak manyetik geçirgenlik.
Ek olarak, yüzey katmanlarında yüksek bir endüktif akım konsantrasyonu sağlamak için endüksiyonlu ısıtıcının bu tür bir çalışma modu seçilerek, ısıtıcının verimliliğinde önemli bir artış elde edilebilir.
İndüksiyon yüzey sertleştirme yönteminin ana avantajı keyfi şekle sahip ürünlerin yüzey katmanlarında termal enerjinin konsantre bir şekilde salınması ve ısıtıcı ile iş parçası arasında doğrudan temas olmaksızın enerji aktarımı olasılığıdır. özel bir şekil. Genel olarak indüktörün şekli parçanın dış hatlarını takip eder.
 İndüksiyonlu ısıtıcıların kullanımı, kural olarak, teknolojik işlemlerin kalite göstergelerini iyileştirir, işgücü verimliliğini artırır ve kapsamlı mekanizasyon ve süreç otomasyonu ile üretimi daha yüksek bir seviyeye taşımak için koşullar yaratır.
İndüksiyonlu ısıtıcıların kullanımı, kural olarak, teknolojik işlemlerin kalite göstergelerini iyileştirir, işgücü verimliliğini artırır ve kapsamlı mekanizasyon ve süreç otomasyonu ile üretimi daha yüksek bir seviyeye taşımak için koşullar yaratır.
İndüksiyonlu ısıtma aynı zamanda aşağıdaki genel işlemler için de kullanılır: yüzeye çıkma… Laminasyon, kaynak metali tabakasının ana metale kalıcı olarak bağlanmasıdır.
Yaygın olarak kullanılan, demir dışı metallerin ve alaşımların çelik ve dökme demir üzerine kaplanmasıdır.Yüzey uygulaması için dolgu metalinin eritilmesi ve ana metalin dolgu malzemesinin erime noktasına yakın bir sıcaklığa getirilmesi gerekli ve yeterlidir. Katmanlama için kullanılan dolgu malzemesi herhangi bir biçimde olabilir - çubuklar, şeritler, talaşlar vb.
İndüksiyonlu ısıtma cihazlarının endüstride kullanımı, ele alınan örneklerle sınırlı değildir, uygulama alanları son derece geniştir ve her yıl artmaktadır.
İndüksiyonla ısıtma yöntemlerinin kullanılmasında önemli avantajlar — verimlilik, uygulama esnekliği, yüksek ürün kalitesi, işgücü verimliliğinde artış vb.